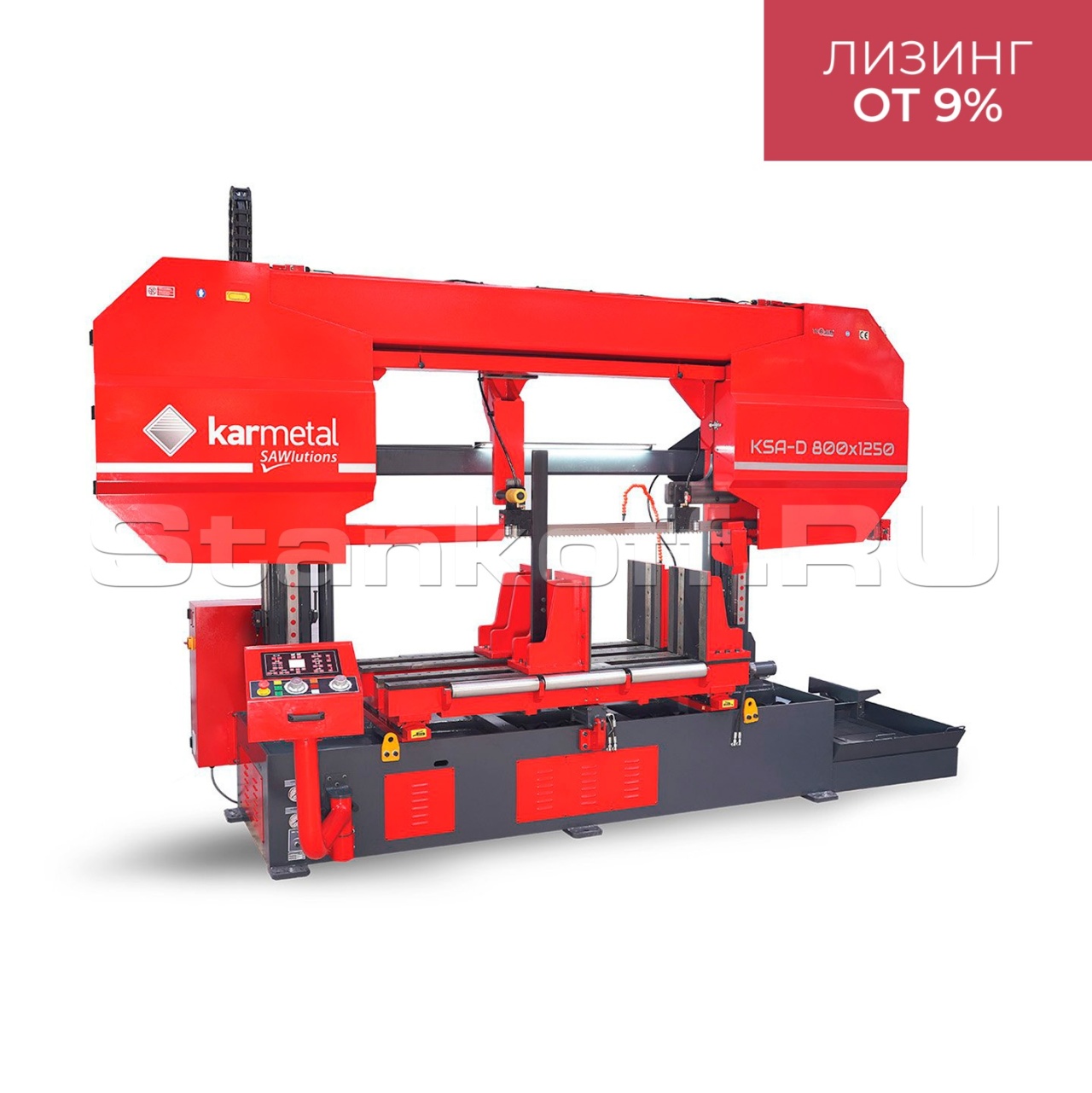
Полуавтоматический ленточнопильный станок KMT 800 KSA








+7 (995) 888-07-13



Детальное описание
Особенности конструкции
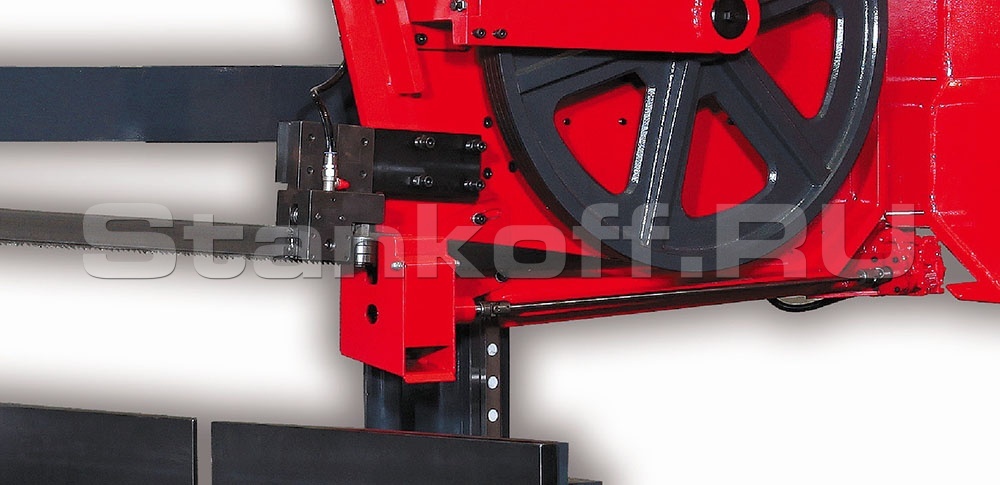
По конструктивному исполнению из горизонтальных станков к первому классу относятся только портальные (станки, у которых пильная рама перемещается вдоль подвижного портала) и двух стоечные (станки, у которых пильная рама опускается вдоль вертикальных стоек). При этом главным критерием двухстоечного станка, по которому его можно отнести к станкам первого класса является конструкция направляющих, по которым перемещается пильная рама во время рабочего хода. Направляющие обязательно должны быть рассчитаны на сверхвысокие нагрузки, возникающие при резке поковок большого диаметра из труднообрабатываемых материалов. В процессе резания появляются усилия, которые стремятся деформировать пильную раму, направляющие стойки и станину. Это приводит к возникновению микродеформаций пильной рамы, которые могут передаваться на остальные несущие части конструкции станка. В станках первого класса эта проблема решается за счет или применения призматических направляющих с линейными подшипниками, которые компенсируют деформации, или за счет развития диаметра цилиндрических направляющих, которые имеют достаточную жесткость, чтобы воспринимать все усилия. Относительный коэффициент жесткости стоек должен быть не менее 0,28 (относительный коэффициент жесткости равен отношению диаметра направляющей пильной рамы к максимальному диаметру заготовки).
Комплектация
- Призматические колонны с линейными направляющими качения;
- Замкнутая система охлаждения эмульсией (циркуляция СОЖ);
- Переносная система отделения охлаждающей жидкости от стружки;
- Емкость накопления стружки с сепаратором и помпой;
- Гидравлическое поднятие пильной рамы;
- Индикатор натяжения полотна пилы — манометр;
- Система регулировки давления в тисках;
- Частотный преобразователь (инвертор) — бесступенчатая регулировка скорости полотна пилы;
- Датчик контроля высоты поднятия пильной рамы;
- Язык панели управления — русский;
- Приводная щетка очистки полотна;
- Встроенный в станину приводной конвейер сбора стружки — шнековый тип;
- Неприводной рольганг подающий/принимающий (1250х700х2000 мм) — 2шт;
- Блокировка работы при открытых кожухах пильной рамы;
- Контроль разрыва полотна — блокировка работы при разрыве полотна;
- Контроль минимально допустимого натяжения полотна — блокировка работы при малом натяжении полотна пилы с системой оповещения на панели управления;
- Блокировка работы при застревании полотна — возможность выбора времени срабатывания ошибки застревания полотна;
- Автоматический контроль натяжения;
- Контроль и изменение периода и времени натяжения в процессе работы;
- Автоматический контроль давления в процессе работы — функция «дожатия»;
- Контроль и изменение периода и времени — «дожатие» в процессе работы;
- Скорость пильного полотна;
- Управление конвейером сбора стружки — вкл/выкл;
- Управление системой СОЖ;
- Экстренная остановка;
- Открытые кожухи;
- Разрыв полотна;
- Малое натяжение полотна.
Дополнительные опции
- Лазерный указатель линии реза;
- Система «масляный туман»;
- Вертикальный гидравлический прижим;
- Увеличенная высота тисков;
- Накладки на тисы «шестигранник»;
- Двойные гидравлические тисы (до и после зоны резания)— D-опция.
| Вид | Двухколонный |
| Тип | Полуавтоматический |
| Пильная рама | Неповоротная |
| Тиски | Неповоротные |
| Подъем пильной рамы | Гидравлический |
| Зажим заготовки | Гидравлические тиски |
| Подача заготовки в зону резания | Вручную |
| Натяжение пильного полотна | Гидравлическое |
| Скорость резания, м/мин | 20-80 |
| Мощность главного электродвигателя, кВт | 7,5 |
| Мощность двигателя гидростанции, кВт | 1,5 |
| Емкость бака гидравлической жидкости, л | 25 |
| Мощность привода конвейера сбора стружки, кВт | 0,25 |
| Мощность привода щетки очистки полотна, кВт | 0,25 |
| Мощность двигателя помпы СОЖ, кВт | 0,12 |
| Емкость бака СОЖ, л | 55 |
| Общая потребляемая мощность, кВт | 9,62 |
| Высота рабочего стола, мм | 700 |
| Размеры полотна пильной ленты, мм | 9180×67×1,6 |
| Размеры разрезаемого материала | /td> |
| Круг 0°, мм | 845 |
| Квадрат 0°, мм | 800 |
| Прямоугольник 0°, мм | 780×1250 |
| Габаритные размеры станка | |
| Длина, мм | 4450 |
| Ширина, мм | 1650 |
| Высота, мм | 2950 |
| Масса, кг | 7500 |
Похожие товары










Станкофф.RU
420127, Россия, Татарстан, Казань, ул. Фатыха Амирхана, 42а
+7 (800) 5555770