Автомат продольного точения BLIN CSL075


Контакты

Альберт
+7 (995) 888-07-13
Реклама Рекомендуем предложения



Детальное описание
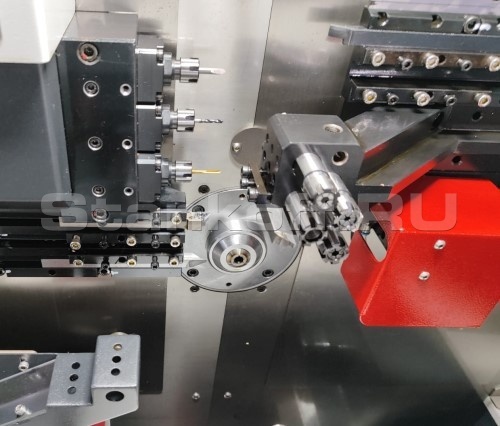
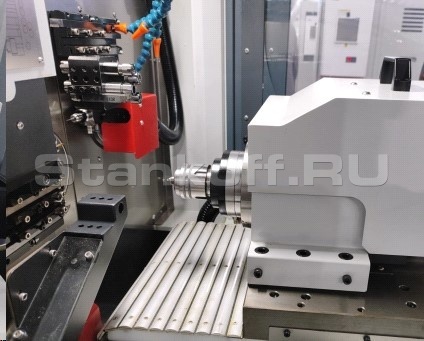
Автомат продольного точения BLIN CSL075 — это высокопроизводительный станок, предназначенный для точной обработки калиброванных прутков с использованием цангового патрона, что обеспечивает надёжную фиксацию заготовки. Благодаря подвижной шпиндельной бабке, станок осуществляет продольную подачу заготовки вдоль оси шпинделя, что особенно эффективно при работе с длинными и тонкими деталями.
Модель CSL075 оснащена как приводными, так и неприводными инструментами, что позволяет выполнять сложную обработку фасонных поверхностей и контурную фрезеровку. Станок рассчитан на обработку прутков диаметром до 7/12/20/25/32/36/38/42 мм и подходит для работы с широким спектром материалов — от цветных металлов до труднообрабатываемых сталей.
CSL075 — оптимальное решение как для массового и крупносерийного, так и для мелко- и среднесерийного производства, обеспечивая высокую точность, стабильность и надёжность в эксплуатации.
Основным отличием автоматов продольного точения от токарных станков и автоматов является использование подвижной шпиндельной бабки, которая производит продольную подачу заготовки вдоль оси шпинделя. Наличие приводных инструментов позволяет обрабатывать фасонные поверхности и производить контурную фрезеровку.
Основным отличием автоматов продольного точения от токарных станков и автоматов является использование подвижной шпиндельной бабки, которая производит продольную подачу заготовки вдоль оси шпинделя. Наличие приводных инструментов позволяет обрабатывать фасонные поверхности и производить контурную фрезеровку.
Комплектующие
| Система ЧПУ | SYNTEC (Тайвань) |
| Привода | SYNTEC (Тайвань) |
| Электро-серво шпиндель | TAIWAN (Тайвань) |
| ШВП | HIWIN (Тайвань) |
| Направляющие | HIWIN (Тайвань) |
| Подшипники шпинделя | NSK P4 class (Япония) |
| Система смазки | HERG (Япония) |
| Электрокомпоненты | SCHNEIDER (Франция) |
| Пневмокомпоненты | AIRTAC (Тайвань) |
| Крепёж | YINSH (Тайвань) |
| Муфты | KTR (Германия) |
Конструктивные особенности

Станина
Монолитная станина, выполненная из сплава «Mechanite», обладающего высокими литейными и прочностными характеристиками, значительно повышает общую жесткость конструкции станка. Дополнительно станина проходит этап искусственного старения для повышения стабильности материала.Большое количество ребер жесткости, предусмотренных в конструкции, обеспечивает не только высокую структурную прочность, но и отличную виброустойчивость. Они эффективно воспринимают динамические нагрузки и снижают уровень вибраций, возникающих в процессе работы.

Неподвижная (фиксированная) направляющая втулка
Неподвижная (фиксированная) направляющая втулка входит в состав фиксированной люнетной цанги и применяется при обработке прутковых заготовок диаметром менее 4 мм, а также при работе с латунными материалами.В отличие от вращающейся, фиксированная люнетная цанга имеет меньшую длину и не вращается вместе с заготовкой. Благодаря минимальной площади контакта, трение между цангой и заготовкой остаётся незначительным. Применение неподвижной направляющей втулки позволяет увеличить длину обрабатываемой части заготовки и сократить необрабатываемый остаток.
Дополнительные опции

Вращающаяся направляющая втулка
Вращающаяся направляющая втулка (опционально) входит в состав вращающейся люнетной цанги и служит дополнительной опорной точкой, повышая жесткость системы при обработке.В станках продольного точения главный шпиндель представляет собой подвижный узел, перемещающийся вдоль оси Z. Он фиксирует прутковую заготовку в цанговом патроне и подает её в рабочую зону, проходя через люнетную цангу.
Такая конструкция является ключевой особенностью станков данного типа, обеспечивая высокую точность и жесткость при обработке длинномерных деталей. Вращение люнетной цанги осуществляется посредством ременной передачи от главного шпинделя, с синхронизацией через редуктор с передаточным отношением 1:1.
Схема расположения инструментов

Образцы изделий

Комплектация
- Система ЧПУ SYNTEC 210TB (монитор 8.4”);
- Ручной маховичок управления Порты RS232, LAN, USB;
- Станина чугунная с линейными направляющими;
- Главный шпиндель высокоточный с осью С1 с электромагнитным тормозом;
- Вращающаяся направляющая втулка (люнет);
- Воздухонепроницаемое уплотнение шпинделя;
- Блок осевого неприводного инструмента на 4 позиции (тип цанги ER11 – 4 шт., включая гайки, без цанг ER);
- Блок инструментов для токарной обработки на главном шпинделе на 5 позиций (размер державки 10х10 мм);
- Блок радиального приводного инструмента для главного шпинделя на 3 позиции (тип цанги ER11 – 3 шт., включая гайки, без цанг ER);
- Блок высокоскоростного приводного инструмента на 1 позицию (тип цанги ER8 – 1 шт., выставляется либо в радиальном, либо в осевой положении, скорость вращения инструмента до 60 000 об/мин) ;
- Автоматическая система смазки;
- Освещение рабочей зоны и 3-х цветная сигнальная лампа;
- Трансформатор 380В (3 фазы встроенный);
- Уловитель деталей;
- Податчик (левый) FEDEK GT-112 3.2м с каналами 6/8 мм и набором цанг 1-7 мм;
- Комплект инструментов для настройки и обслуживания станка.
Дополнительные опции
- Цанга главного шпинделя круглая >1 мм;
- Цанга главного шпинделя круглая < 1 мм;
- Цанга люнетная круглая >1 мм;
- Цанга люнетная круглая < 1 мм;
- Цанга барфидера.
| Максимальный диаметр обработки главного шпинделя, мм | 7 |
| Диаметр отверстия шпинделя главного шпинделя, мм | 14 |
| Максимальная длина обработки (неподвижный люнет), мм | 120 |
| Максимальная длина обработки (вращающийся люнет), мм | 55 |
| Максимальная длина обработки (без люнета), мм | 20 |
| Частота вращения главного шпинделя, об/мин | 15000 |
| Мощность главного шпинделя, кВт | 2 |
| Индексация главного шпинделя (ось С1), град. | 0,001 |
| Количество осевого неприводного инструмента, шт. | 4 позиции (ER11) |
| Максимальный диаметр сверления осевым инструментом, мм | 5 |
| Максимальный диаметр резьбы осевым инструментом, мм | M4 |
| Быстрые перемещения по осям, м/мин | 30 |
| Точность позиционирования, мм | ≤0,003 |
| Повторяемость, мм | ≤0,003 |
| Количество управляемых осей, шт. | 6 |
| Мощность насоса охлаждения, Вт | 20 |
| Мощность насоса смазки, Вт | 25 |
| Общая потребляемая мощность, кВА | 6 |
| Ось X1 (левая сторона) | |
| Количество токарного инструмента (размер державки, мм), шт. | 3 позиции (□10) |
| Радиальный приводной инструмент, шт. | 3 позиции (ER11) |
| Скорость вращения радиального приводного инструмента, об/мин | 12 000 |
| Мощность радиального приводного инструмента, кВт | 0,4 |
| Максимальный диаметр сверления радиальным приводным инструментом, мм | Ø 4 |
| Максимальный диаметр резьбы радиальным приводным инструментом, мм | M3 |
| Ось X2 (правая сторона) | |
| Количество токарного инструмента (размер державки, мм), шт. | 2 позиции (□10) |
| Радиальный приводной инструмент, шт. | 1 позиция (ER8) |
| Скорость вращения радиального приводного инструмента, об/мин | 5 000~60 000 |
| Мощность радиального приводного инструмента, кВт | 0,15 |
| Максимальный диаметр сверления радиальным приводным инструментом, мм | ≤ 1 |
| Скорость вращения осевого приводного инструмента, об/мин | 5 000~60 000 |
| Мощность осевого приводного инструмента, кВт | 0,15 |
| Габаритные размеры (ДxШxВ), мм | 1790×1260×1700 |
| Вес станка, кг | 1 600 |
Похожие товары










Каталог
Компания
Станкофф.RU
420127, Россия, Татарстан, Казань, ул. Фатыха Амирхана, 42а
+7 (800) 5555770
Социальные группы