Автоматическая линия по производству деревянных поддонов (паллет) с гидравликой Pallet Line Auto Hydraulic









+7 (995) 888-07-14
Детальное описание
Состав линии сборки и обработки поддонов
На автоматической линии по производству деревянных поддонов (паллет) с гидравликой Pallet Line Auto Hydraulic возможно изготовление евро-поддонов (евро-паллет), нестандартных поддонов, следующих размеров: от 800*1000 до 1300*1300. При использовании заготовок правильных размеров и геометрии, гвоздей, рекомендованных заводом производителем, производительность линии составляет до 3 поддонов в минуту. Рабочий персонал линии – до 7 человек в смену. Обязателен осушитель воздуха.
Состав линии
Автоматическая сборка лыж поддона
Установлены пневмоцилиндры Camozzi, мотор-редуктор NMRW 063 - 1,1 кВт, гидравлическая сколотка 7,5 кВт, контроллер;
Укладчик лыж поддона
Установлены пневмоцилиндры Camozzi, мотор-редуктор NMRW 063 - 0,55 кВт, NMRW 063 - 1,1 кВт ;
Укладчик настила поддона
Установлены пневмоцилиндры Camozzi, мотор-редуктор 075 - 1,1 кВт, контроллер;
Сборка автоматизированная общая
Установлены пневмоцилиндры Camozzi, мотор-редуктор NMRW 090 - 1,1 кВт, гидравлическая сколотка 7,5 кВт, контроллер;
Прокатной станок
Установлен редуктор NMRW 090 - 1,1 кВт;
Углообрезной станок четырехпильный
Установлены пневмоцилиндры Camozzi, мотор-редуктор NMRW 063 - 1,1 кВт, электродвигатели 2,2 кВт x 3000 обор (лапа) 4шт, контроллер;
Штабелер
Установлены пневмоцилиндры Camozzi, мотор-редуктор NMRW 090 - 2,2 кВт, контроллер, частотный преобразователь, два гидроцилиндра ЦГ - 50,30 x 400,22, электрогидрораспределитель 64 схема, электродвигатель 5 кВт, гидронасос НШ-16;
Накопительный стол
Установлены мотор-редуктор NMRW 090- 1,5 кВт, контроллер;
Стол разворота поддона
Установлены пневмоцилиндры Camozzi, мотор-редуктор NMRW 063 - 1,1 кВт, контроллер;
Переворотный стол
Установлены пневмоцилиндры Camozzi, мотор-редуктор NMRW 063 - 1,1 кВт, контроллер.
Ориентировочное размещение линии
При необходимости линию можно развернуть на 90 градусов, заменив стол поворота на поворотный узел. Для корректной работы штабелера и сколотки необходимо, чтобы торцованные пиломатериалы имели допустимые отклонения: ±5 мм по длине и ±2 мм по толщине.
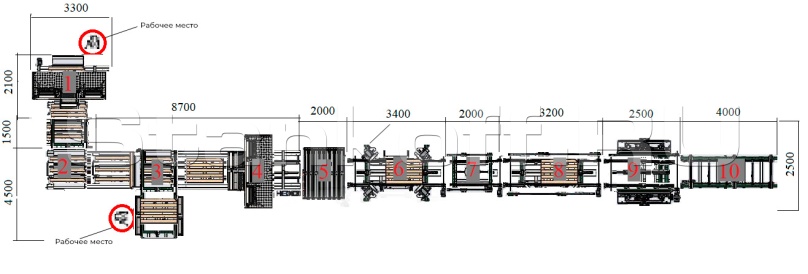
1. Сборка лыж
2. Укладчик лыж
3. Укладчик настила
4. Сборка поддона
5. Прокатной станок
6. Углообрезной станок
7. Поворотный стол
8. Переворотный стол
9. Штабелер
10. Накопительный транспортер
| Производительность, шт/мин | до 3 |
| Мощность, кВт/ч | 45 |
| Напряжение, В | 400 |
| Макс. давление компрессора, атм | 11 |
| Расход воздуха, л/мин | 2500 |
Станкофф.RU
420127, Россия, Татарстан, Казань, ул. Фатыха Амирхана, 42а
+7 (800) 5555770