Автомат продольного точения с ЧПУ ZR20-5 II



Контакты

Альберт
+7 (995) 888-07-13
Реклама Рекомендуем предложения



Детальное описание
Автомат продольного точения с ЧПУ ZR20-5 II оснащен двумя шпинделями, что позволяет выполнять сложные токарные и фрезерные операции с заготовками, такими как фланцы и валы, а также нарезать резьбу. Наличие субшпинделя обеспечивает возможность обработки деталей с обеих сторон, повышая эффективность работы и сокращая время на переналадку заготовки. Главное преимущество пятиосевой обработки заключается в возможности использования более коротких инструментов, что позволяет избежать контакта с другими участками заготовки и улучшить доступ к сложным поверхностям, например, при работе с пресс-формами. Это устраняет необходимость в длинных удлинителях для инструментов, что снижает вибрацию, улучшает качество поверхности и продлевает срок службы инструмента.
Стандартная комплектация
| Операционная система | SYNTEC (Тайвань) |
| Шпиндель и драйвер | Электрический шпиндель с масляным охлаждением/привод Syntec |
| Несущий | NSK (Япония) |
| Направляющая | THK (Япония) |
| Направляющий винт | THK (Япония) |
| Серводвигатель | SYNTEC (Тайвань) |
| Двигатель шпинделя | SYNTEC (Тайвань) |
| Электрические компоненты | Schneider (Германия) |
| Система смазки | Herg (Япония) |
| Реле | Omron (Япония) |
| Переключатель хода | Omron (Япония) |
| Магнитный клапан | Airtag (Тайвань) |
Особенности станка
- Режимы обработки с люнетом и без него.Станок поддерживает вращающуюся направляющую втулку для длинных валов (остаток материала 180 мм) и без втулки для коротких заготовок (остаток 50 мм);
- Мотор-шпиндель с масляным охлаждением. Шпиндель с японской технологией масляного охлаждения, повышающей жесткость и точность, оснащен подшипниками NSK для увеличения срока службы;
- Бак для СОЖ. Ящик для сбора стружки с разделительной платформой и фильтрами на 250 л, снижает попадание стружки в насос и охлаждает масло естественным путем;
- Транспортировка деталей. Для заготовок до 85 мм применяется фронтальная выгрузка с конвейером; для длинных — задняя выгрузка через вспомогательный шпиндель;
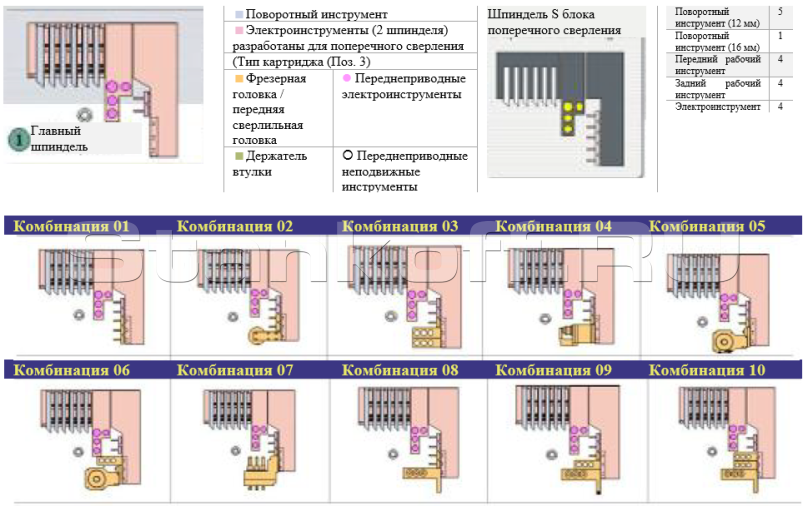
- Функция расширения. Базовая комплектация — до 18 инструментов, при добавлении модулей — до 24 инструментов.
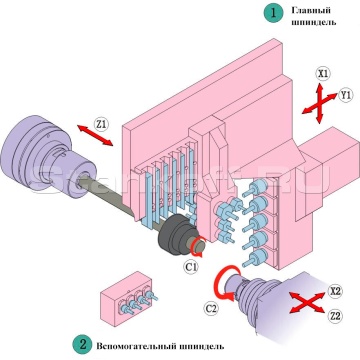
Особенности конструкции

Внутри резцедержателя до 19 инструментов. Главный и вспомогательный шпиндель могут работать одновременно.

Автоматическая масляная система охлаждения для шпинделя.

Функции ручного программирования SYNTEC.
Обработка деталей

Резка

Сверление

Точение
Примеры обработки

Конструктивное исполнение модели


Дополнительная комплектация

Ящик для инструмента

Масляная помпа

Коллектор масляного тумана

Автоматический конвейер для удаление стружки
Схема с установленным люнетом
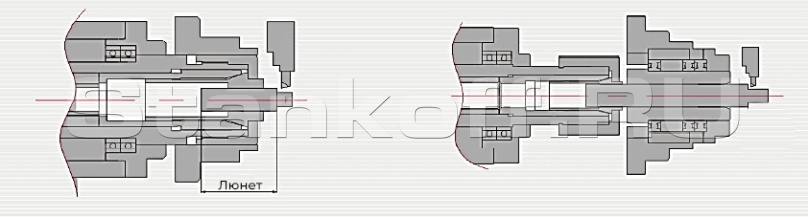
Направляющая втулка (люнет) обеспечивает гибкость и экономию материала, а также высокую производительность. Без втулки сокращается остаток прутка, что делает решение более экономичным. С установкой люнета повышается точность обработки длинных и тонких де
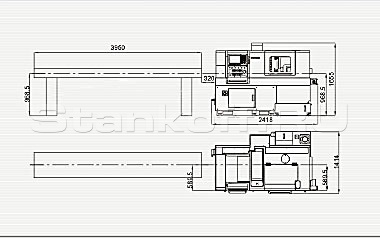
Габариты барфидера
Позиционирование блоков инструментов различных размеров
| Обработка | |
| Размер прутка, мм | Ø 2-20 |
| Макс. диаметр обработки основного и субшпинделя, мм | 20 |
| Макс. длина обработки с люнетом, мм | 195 |
| Макс. длина обработки без люнета, мм | 1 : 2,5D |
| Макс. диаметр сверления в главном шпинделе, мм | 10 |
| Макс. диаметр нарезания резьбы главного шпинделя | M8 |
| Макс. диаметр сверления приводным инструментом, мм | 8 |
| Диаметр нарезания резьбы главного шпинделя, мм | М6 |
| Макс.диаметр сверления в субшпинделе, мм | 6 |
| Макс. диаметр нарезания резьбы в субшпинделе, мм | M5 |
| Шпиндель | |
| Скорость главного шпинделя, об/мин | 10~8000 |
| Скорость субшпинделя, об/мин | 10~8000 |
| Мин. индексация по оси C главного и вспомогательного шпинделя, ° | 0.001 |
| Диаметр проходного отверстия основного шпинделя, мм | 20 |
| Диаметр проходного отверстия субшпинделя, мм | 20 |
| Допуск на биение шпинделя, мм | ≤0,004 |
| X/Y/Z повторяемость, мм | ≤0,002 |
| X/Y/Z точность позиционирования, мм | ≤0,003 |
| Контроллер | |
| Количество управляемых осей, шт | 5/2-х канальная система |
| Дискретность, мм | 0,001 |
| Скорость быстрых перемещений по X1, м/мин | 24 |
| Скорость быстрых перемещений по Y1, Z1, X2, Z2 м/мин | 32 |
| Тип системы управления | Taiwan SYNTEC 200TA |
| Инструмент | |
| Количество инструмента для наружной токарной обработки (12x12), поз |
5 |
| Количество инструмента для наружной токарной обработки (16x16), поз |
1 |
| Приводной инструмент для наружной обработки ER11 (10.000 мин -1), поз |
2
|
| Приводной инструмент для наружной обработки ER16 (6.000 мин-1), поз | 3
|
| Фиксированный инструмент для обработки в основном шпинделе ER16, поз |
4 |
| Фиксированный инструмент для обработки в субшпинделе, поз |
4 |
| Привода | |
| Мощность основного шпинделя, кВт | 2,5/3,7 |
| Мощность субшпинделя, кВт | 2,2 |
| Номинальная мощность радиального приводного инструмента, кВт | 0,75 |
| Мощность насоса системы охлаждения, кВт | 0,22 |
| Мощность насоса подачи смазки, кВт | 0,024 |
| Уловитель деталей |
|
| Уловитель для коротких деталей | Ременный транспортер |
| Уловитель для длинных деталей | Выгрузка через противошпиндель |
| Общие характеристики |
|
| Подключаемая мощность, кВА | 15 |
| Высота основного шпинделя/субшпинделя, мм | 1018 |
| Размер станка (ДxШxВ), мм | 2500x1480x1750 |
| Давление в пневмосети, МПа | 0,4 |
| Вес, кг | 3050 |
Похожие товары










Каталог
Компания
Станкофф.RU
420127, Россия, Татарстан, Казань, ул. Фатыха Амирхана, 42а
+7 (800) 5555770
Социальные группы