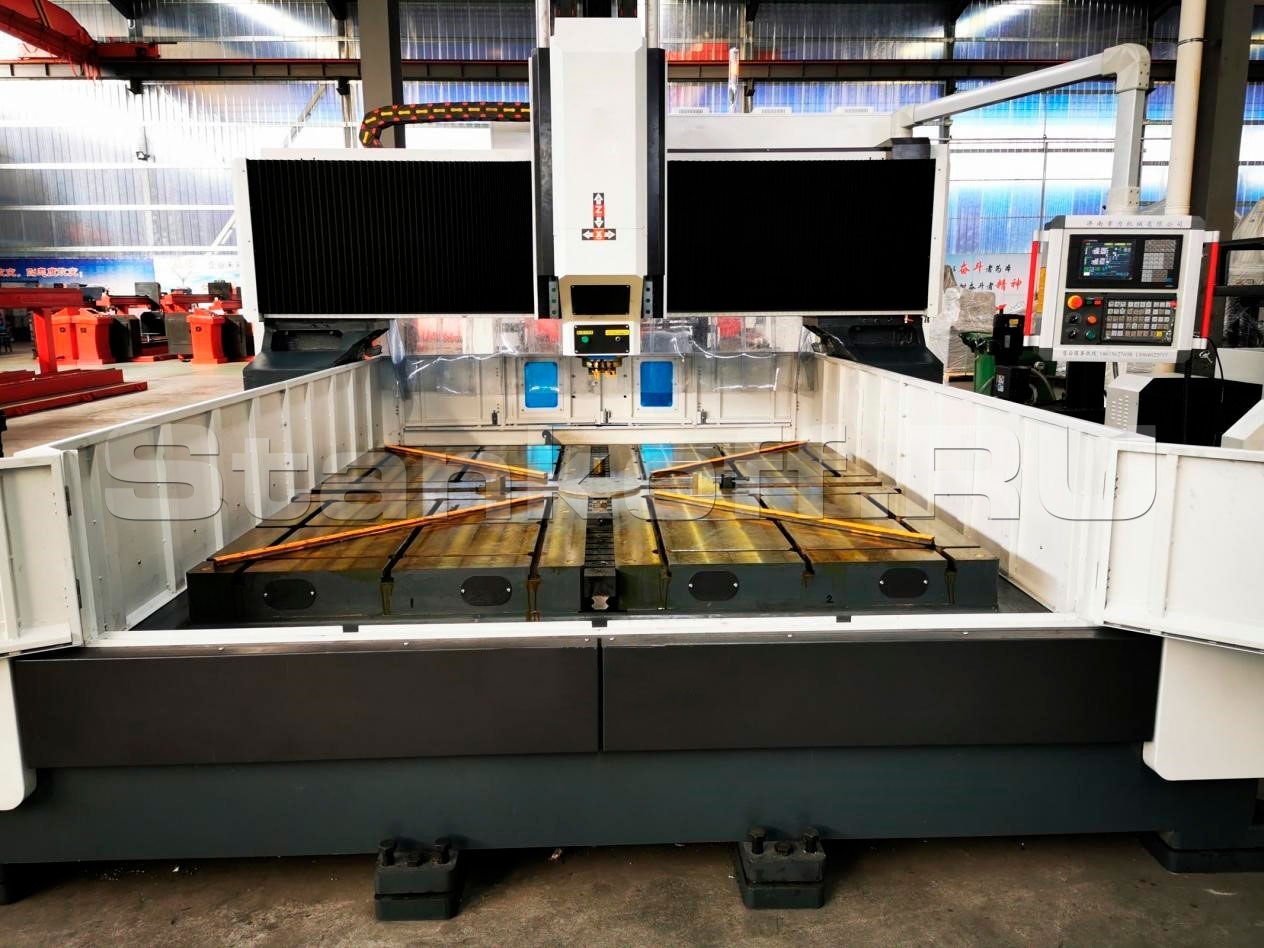
Портальный сверлильно-фрезерный станок с ЧПУ BOSM-DT1616





+7 (995) 888-07-02



Детальное описание
Станок калибруется с использованием лазерного интерферометра британской компании RENISHAW, который точно проверяет и компенсирует ошибки и отклонения в точности позиционирования и повторного позиционирования. Это обеспечивает динамическую и статическую стабильность станка, а также высокую точность обработки.
Применяются на производствах любого уровня, где необходима повышенная гибкость и при этом хорошая производительность.
Комплектация
| Линейные рельсовые направляющие | Hiwin/PMI (Тайвань) |
| ШВП | TBI/5010 (Тайвань) |
| Система управления | KND/GSK (Китай) |
| Серводвигатель | KND/GSK (Китай) |
| Шпиндель | Kenturn (Тайвань) |
| Пневмосистема | AirTAC (Тайвань) |
| Поворотный шарнир | Rotofoss/Linhui/Tapu (Италия) |
| Конвейер для стружки | Jinwei/Xingsheng (Китай) |
| Система фильтрации | Sidi (Китай) |
| Основные электрические компоненты | OMRON/Schneider/Delixi (Япония/Франция) |
| Ручной пульт управления | Xinhecheng/Jutai (Китай) |
| Кабели | Shanghai Yichu/Zhaolong |
| Автоматическая система смазки | Hurun/DAMAITIAN/Hongniao (Тайвань) |
Конструктивные особенности

Рабочий стол
Выполнен из литого материала и оснащен Т-образными пазами для надежной фиксации заготовок. Над станиной также расположены Т-паз. Приводная система использует сервомоторы переменного тока и прецизионные шариковые винты для перемещения портала по оси Y. Регулируемые болты на нижней части станка позволяют легко настроить уровень рабочего стола.
Подвижный портал
Выполнен из серого чугуна 250 и оснащен парой супер-высокомощных роликовых линейных направляющих на передней стороне. Пара прецизионных шариковых винтов и сервомотор обеспечивают перемещение головки в осевом направлении X. Движение портала осуществляется за счет привода сервомотора через прецизионное соединение на шариковый винт.
Конструкция по оси Z
Конструкция выполнена из чугуна, что обеспечивает высокую жесткость и точность. Ползунки перемещаются по двум высоко нагруженным направляющим с ЧПУ, а привод осуществляется сервомотором через пару шариковинтовых передач и прецизионный планетарный редуктор, что позволяет точно управлять перемещением по оси Z. Данный механизм обеспечивает функции быстрого перемещения вперед и назад, а также рабочего продвижения. Конец шпинделя представляет собой коническое отверстие BT50и высокоскоростным вращающимся соединением, которое может быть подключено к охлаждающей смазочной жидкости.
Шпиндель
Используется специальный серводвигатель шпинделя, который приводится в действие зубчатым синхронным ремнем, замедляя скорость вращения и увеличивая крутящий момент для привода специального прецизионного шпинделя. Оси X, Y и Z могут быть связаны и использовать полузамкнутый контур управления для реализации функций линейной и круговой интерполяции. Функция отвода воды в центре шпинделя может повысить эффективность резания, реализовать обработку глубоких отверстий, а также защитить инструмент для снижения стоимости использования.
Автоматическая система смазки
Автоматическая централизованная импульсная система смазки обеспечивает смазку шариковых винтов, направляющих и других подвижных частей станка.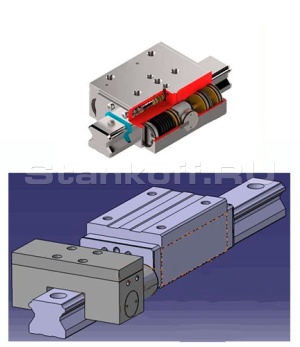
Зажим направляющих
Состоит из корпуса и привода и используется в сочетании с роликовыми линейными направляющими. Он обеспечивает мощное зажимное усилие на основе принципа расширения клиновидного блока, что повышает жесткость. Особенности:• Обеспечивает сильное зажимное усилие, блокируя неподвижные оси X и Y при сверлении и нарезании резьбы;
• Высокая сила зажима повышает жесткость подачи по оси и предотвращает микродвижения, вызванные вибрацией;
• Время открытия и закрытия составляет всего 0,06 секунды, что защищает станок и продлевает срок службы винта;
• Никелированное покрытие обеспечивает хорошую антикоррозийную защиту;
• Позволяет избежать жесткого удара при зажиме, снижая нагрузку на компоненты и продлевая срок службы.

Центральная система фильтрации
Станок оснащен стандартной центральной системой фильтрации воды, которая эффективно очищает охлаждающую жидкость от примесей. Встроенная система распыления предотвращает наматывание металлической стружки на инструмент во время обработки, что снижает износ инструмента, продлевает его срок службы и улучшает качество обработки поверхности заготовки. Высоконапорная подача воды на край режущей кромки обеспечивает защиту поверхности детали, а также защиту высокоскоростного вращающегося соединения, предотвращая его засорение примесями и повышая общее качество обработки.Такая система поддерживает чистоту и стабильную работу охлаждающей системы, что важно для поддержания точности обработки и долговечности станка.
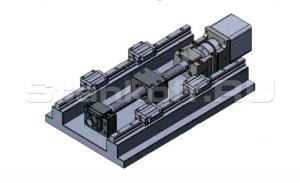
Модуль линейного перемещения
Конструкция обеспечивает нулевой осевой люфт шарикового винта при вращении двигателя в прямом и обратном направлениях, что особенно важно для оборудования, работающего на высоких скоростях.
Линейные направляющие и ШВП
Направляющие установлены вертикально и параллельно с обеих сторон станины, что обеспечивает равномерное распределение нагрузки и гарантирует стабильную работу станка и точность обработки. Такая конструкция улучшает жесткость и точность движения, а использование высококачественных компонентов от известных брендов повышает долговечность оборудования и снижает износ.
Балансировочный цилиндр
Над сверлильной силовой головкой установлены два балансировочных цилиндра, которые компенсируют вес головки станка. Это обеспечивает более стабильное положение головки во время обработки, улучшает чистоту поверхности отверстия и снижает износ шарикового винта по оси Z.Такое решение помогает минимизировать вибрации и нагрузку на систему, что способствует повышению точности обработки и продлению срока службы оборудования.
Система ЧПУ
- Время и цикл дробления стружки могут быть настроены на интерфейсе;
- Подъем инструмента задается через интерфейс. При достижении этой высоты сверло быстро поднимается до вершины детали, стружка сбрасывается, затем инструмент быстро возвращается к поверхности сверления и автоматически переходит к работе;
- Централизованный пульт управления и портативное устройство используют числовую систему управления, оснащены USB-интерфейсом и ЖК-дисплеем. Интерфейс поддерживает программирование, хранение, отображение и коммуникацию, а также компенсацию ошибок и автоматическую сигнализацию;
- Поддерживает предварительный просмотр и проверку позиции отверстий перед обработкой, что делает управление удобным;
- В случае внезапного отключения питания операция приостанавливается, и эта функция позволяет легко найти место последнего просверленного отверстия, чтобы быстро продолжить работу, экономя время на поиске.

Автоматический стружкоотвод и система циркуляционного охлаждения
Автоматический стружкоотвод расположен сзади рабочего стола, а на конце установлен фильтр. Он представляет собой плоскую цепную конструкцию, а с одной стороны установлена охлаждающая помпа. Выход стружкоотвода соединен с центральной системой фильтрации воды.
Охлаждающая жидкость поступает в стружкоотвод, а насос подает её в центральную систему фильтрации. Высоконапорный насос циркулирует отфильтрованную жидкость для охлаждения и резки. Оборудование также оснащено тележкой для транспортировки стружки, что упрощает удаление металлической стружки. Система поддерживает внутреннее и внешнее охлаждение инструментов: при высокоскоростном сверлении охлаждение осуществляется как изнутри, так и снаружи инструмента во время легкого фрезерования.
Сигнализация низкого уровня воды:
- Когда уровень охлаждающей жидкости в фильтре достигает среднего уровня, система автоматически включает двигатель, и жидкость поступает в фильтр. При достижении высокого уровня мотор автоматически останавливается;
- При низком уровне охлаждающей жидкости система подает сигнал тревоги о низком уровне, шпиндель автоматически убирает инструмент, и работа станка приостанавливается.

Четырехкулачковый самоцентрирующийся зажим
После зажима заготовки автоматически центрируются, исключая необходимость поиска центра для каждой детали вручную. Это решение устраняет проблему длительного и трудоемкого поиска центра после закрепления заготовки диаметром до 1600 мм с помощью прижимной пластины.
Особенности:
- Самоцентрирующийся патрон с широким диапазоном движения кулачков предотвращает повреждение патрона и заготовки при подъеме, особенно для крупных деталей. Это решает проблему небольшого хода гидравлических или пневматических патронов, распространенных на рынке;
- Четыре кулачка на столе могут быть легко демонтированы, после чего стол становится обычной платформой с Т-образным пазом, что расширяет возможности использования для других видов заготовок вне кольцевых.
Такая конструкция сокращает время подготовки и настройки, увеличивает производительность и повышает точность обработки за счет минимизации необходимости в ручных корректировках.

| Рабочая зона | |
| Размер стола, мм | 1600x1600 |
| Перемещение по оси X, мм | 1600 |
| Перемещение по оси Y, мм | 1600 |
| Перемещение по оси Z, мм | 500 |
| Скорость перемещения по оси X, м/мин | 0-8 |
| Скорость перемещения по оси Y, м/мин | 0-8 |
| Скорость перемещения по оси Z, м/мин | 0-5 |
| Мощность серводвигателя по оси X, кВт | 2,4 |
| Мощность серводвигателя по оси Y, кВт | 2,4x2 |
| Мощность серводвигателя по оси Z (тормозное усилие), кВт | 2,4 |
| Точность позиционирования (X/Y/Z), мм | ±0.035/2000 |
| Точность повторного позиционирования (X/Y/Z), мм | ±0.025/2000 |
| Вертикальная сверлильная голова | |
| Количество, шт | 1 |
| Конус шпинделя | BT50 |
| Диаметр сверления, мм | 2-50 |
| Наибольшая нарезаемая резьба, мм | M6 - M24 |
| Скорость шпинделя, об/мин |
30-3000 |
| Мощность шпинделя, кВт | 15 |
| Размер подачи станка (ДxШxВ), мм | 1900x2000x600 |
| Эффективный размер обработки (ДxШxВ), мм | 1600x1600x400 |
| Расстояние от торца шпинделя до плоскости стола, мм | 150-650 |
| Габаритные размеры станка | |
| Длина, мм | 4800 |
| Ширина, мм | 3300 |
| Высота, мм | 3400 |
| Вес, кг | ~13500 |
Похожие товары








Станкофф.RU
420127, Россия, Татарстан, Казань, ул. Фатыха Амирхана, 42а
+7 (800) 5555770