Токарный обрабатывающий центр NEXUS 55MY


+7 (995) 888-07-13



Детальное описание
Токарный обрабатывающий центр с наклонной станиной NEXUS предназначен для производства различных типов металлических изделий и разработан в сотрудничестве с японскими инженерами. Данный станок широко используется на опытных производствах и предприятиях металлообрабатывающей отрасли.
Высокие технические характеристики станка и его надежность гарантированы за счет установленных компонентов и узлов от ведущих мировых производителей, что позволяет использовать его для обработки деталей с высокой точностью и повторяемостью.
Токарный обрабатывающий центр NEXUS обладает высокой жесткостью > HRC55 и применяется для скоростной обработки внутренних и наружных поверхностей деталей с криволинейным и ступенчатым профилем, включая сверление, зенкерование, нарезание резьбы.Основные типы обработки деталей

Таблица точности
| Округлость обрабатываемой детали | 0,003/ф75 мм |
| Цилиндричность обрабатываемой детали | 0,020 мм/300 мм |
| Плоскостность обрабатываемой детали | 0,025/ф300 мм |
| Шероховатость обрабатываемой поверхности | Ra1.6μm |
| Точность позиционирования по оси X | 0,022 мм |
| Точность позиционирования по оси Z | 0,022 мм |
| Повторяемость по оси X | 0,006 мм |
| Повторяемость по оси Z | 0,006 мм |
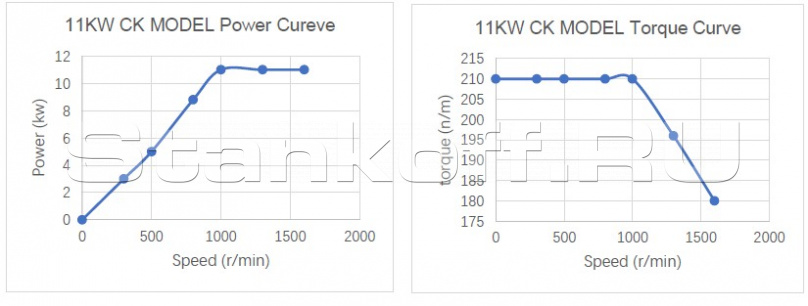
Диаграмма "Мощность-Крутящий момент"
Конструктивные особенности

Кабинетное ограждение
Высокое качество лакокрасочного покрытия и эргономичный дизайн обеспечивают современный вид оборудования. Кабинетное ограждение обеспечивает защиту оператора станка от возможных травм в процессе работы – возможный контакт с подвижными элементами станка, отлетающая стружка, СОЖ и масло. Концевой датчик установлен на станке с целью предотвращения внезапного включения станка с открытой створкой двери, тем самым увеличивая уровень безопасности производственного процесса.
Наклонная монолитная станина из чугуна с углом наклона 45°
Отсутствие вибраций при обработке, жесткость и стабильность конструкции.Для снятия напряжения станины проходят термообработку:
• Литье и термическая обработка, снятие внутренних напряжений 4 дня;
• Искусственное старение 1 год;
• Механическая обработка: Фрезерование, шлифование и закалка 55-60 HRC;
• Шабрение: Площадь соприкосновения не менее 70 %.
Внутренние части станины усилены ребрами жесткости, благодаря чему конструкция имеет практически неограниченный запас прочности.

Телескопические защиты
Направляющие качения и шарико-винтовые передачи надежно защищены стальными телескопическими кожухами по осям Х и Z, что исключает попадание стружки и СОЖ на подвижные элементы станка.Данная опция не позволяет оказывать механического воздействия на направляющие, увеличивая их срок службы, сохраняя заводские параметры точности и позиционирования.
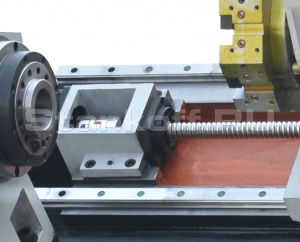
Линейные направляющие и шарико-винтовые передачи
Рельсы и каретки в нормальных условиях эксплуатации не требуют специального технического обслуживания, автоматическая система подачи смазки обеспечит долгий срок службы сохраняя высокие скоростные характеристики, точность позиционирования и плавность хода.Шарико-винтовая передача является важнейшим элементом токарного центра с ЧПУ. С помощью ШВП осуществляется движение рабочего модуля станка – суппорта с установленной револьверной головой.

12-ми позиционный резцедержатель с приводным инструментом
Повышение производительности металлообработки за счет сокращения времени на смену инструмента.Смена вида операции происходит автоматически, благодаря закрепленной в держателе оснастке и быстрой переустановке резца в нужную позицию.


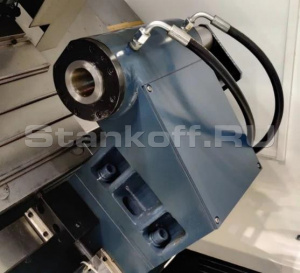
11/15 кВт электродвигатель шпинделя и гидравлическая система торможения.
Торможение в процессе работы и удержание шпинделя в неподвижном состоянии. Торможение контр током приводят к ударам в коробке передач, постоянные поломки самой схемы, подгорание контактов пускателя , и быстрый износ ремней. Гидравлическая система лишена этих недостатков, более эффективна и надежна.
Система ЧПУ SIEMENS 828D SHOP TURN
Оптимально адаптирована к использованию в стандартных станках с поддержкой токарной и фрезерной технологииПанель оператора из магниевого литья под давлением, а также высокая степень защиты, позволяют использовать системы ЧПУ SINUMERIK 828D и в жестких условиях окружающей среды.

Приводная система SIEMENS
Благодаря множеству технических инноваций приводная система SIEMENS задает новые масштабы в классе приводов для компактных токарных и фрезерных станков.Минимальное время разгона и широкий диапазон частот вращения c высокой мощностью обеспечат максимальную производительность станка.

Маховик перемещения по осям
Устройство для удаленного управления процессами обработки и выполнения различных действий без обращения к стойке управления (например, для изменения положения инструмента и скорости подачи, настройки работы шпинделя, возврата на базу и т.д.)
Электрический шкаф с кондиционером и компонентами SСHNEIDER
Шкаф служит для надежного хранения электрокомпонентов, которые передают и обмениваются информацией с исполнительными механизмами (серводвигателями и ЧПУ).Шкаф оборудован кондиционером, который не позволяет нагреваться драйверам, электрическим платам и контакторам в процессе работы станка.

Автоматический транспортер для удаления стружки ленточного типа
Удаляет стружку из станка и выпускает ее в идущую в комплекте тележку с минимальным выводом СОЖ. Необходимое решение для высокопроизводительного использования станка.
Вспомогательный источник света
Современное LED освещение в положении сверху обеспечивает полное освещение рабочего пространства станка и контроля рабочей зоны в процессе эксплуатации.
Гидравлический патрон IVY 200 мм
Предназначен для быстротечного зажима прутков и заготовок цилиндрического и иного сечения (четырехгранных, шестигранных и др.)Точность центрирования обеспечивается за счет упруго деформируемых зажимных элементов (кулачков), перемещающимися одновременно.
За счет этого обеспечивается самоцентрирование прутка или детали в патроне. Погрешность точности центрирование детали не превышает 0.05 – 0.08 мм

Задняя (упорная) бабка
Это узел токарного станка для фиксации (поджатия) обрабатываемых заготовок с помощью упорного или вращающегося центра. На универсальных станках также используется для установки режущего инструмента: сверл, зенкеров, разверток.Задняя бабка ни при каких условиях произвольно не сдвигается, давая правильное положение оси центра, и возможность быстрой установки по оси станка
Устойчивость и надежное положение оси задней бабки являются необходимыми условиями для получения удовлетворительных результатов при обработке в центрах и устранения возможности аварий из-за вырывания обрабатываемой детали. Это зависит от закрепления корпуса задней бабки на столе станках.
Конус Морзе МТ4.

Измерение и привязка инструмента Renishaw
Состоит из неподвижной базы и мобильной руки, которая может двигаться в позицию замера в двух режимах: 1. вручную, оператором. Идеально для средней загруженности производства и средним уровнем автоматизации. 2 автоматически, электроприводом: рука контролируется ЧПУ, идеально для высокой загруженности производства и высоким уровнем автоматизации.Это является необходимым условием для проверки инструментов на предмет износа и поломки в течение цикла обработки.
Виртуальная ось Y
Позволяет обрабатывать детали как по торцу, так и по диаметру. Возможно изготовление шестигранников и нанесение гравировки.Стандартная комплектация
- Система ЧПУ SIEMENS 828D SHOP TURN;
- Наклонная станина под 45°;
- Подшипники шпинделя и ШВП NSK – производство Япония;
- ШВП и линейные направляющие производство Тайвань;
- Автоматический стружечный конвейер;
- Автоматическая система смазки направляющих;
- Электрические компоненты Schneider;
- Вспомогательный LED источник света;
- Дополнительный набор бытовых мягких губок для 200мм патрона;
- Дополнительный набор закаленных губок для 200мм патрона;
- Шкаф с электрокомпонентами Schneider, кондиционером и степенью защиты IP54;
- Кабинетная защита;
- Комплект ЗИП;
- 12-и позиционная револьверная голова с приводным инструментом;
- MT4 комплект кулачков.
| Система ЧПУ | SIEMENS 828D SHOP TURN |
| Серводвигатели по осям Х / Z | SIEMENS |
| Макс. диаметр над станиной, мм | 550 |
| Макс. диаметр над суппортом, мм | 360 |
| Расстояние между центрами, мм | 500 |
| Макс. диаметр обработки, мм (диск) | 250 |
| Макс. диаметр обработки, мм (вал) | 250 |
| Макс. длина обработки, мм (вал) | 450 |
| Шпиндель Макс. обороты, об/мин | 50 - 3500 |
| Отверстие шпинделя, мм | 62 |
| Макс. диаметр сквозного отверстия, мм | 45 |
| Торец шпинделя | A2-6 |
| Гидравлический патрон, мм | 200 |
| Перемещение суппорта Ход по оси Х, мм | 230 |
| Ход по оси Z, мм | 550 |
| Ход по оси Y, мм | +/- 45 |
| Ускоренное перемещение по осям X / Z, м/мин | 24 / 24 |
| Инструментальный резцедержатель Тип | револьверный резцедержатель с приводным инструментом |
| Количество инструмента | 12 |
| Размер инструмента, мм | 25 x 25 |
| Система измерения и привязки инструмента | Renishaw |
| Приводной инструмент | BMT45-ER25-0°, шт: 1 BMT45-ER25-90°, шт: 2 |
| Оптимальная мощность, кВт | 3,3 |
| Макс. крутящий момент, Нм | 50 |
| Макс. допустимые обороты, об/мин | 6000 |
| Рабочий диапазон оборотов, об/мин | 5600 |
| Задняя бабка Тип | гидравлическая |
| Макс. перемещение, мм | 100 |
| Конус | MT5 |
| Диаметр конуса хвостовика, мм | 75 |
| Двигатель Мощность двигателя, кВт | 11 / 15 |
| Насос СОЖ, Бар | 20 |
| Точности Округлость обрабатываемой детали, мм | 0,003 / Ø 75 |
| Цилиндричность обрабатываемой детали, мм | 0,02 / 300 |
| Плоскостность обрабатываемой детали, мм | 0,025 / Ø 300 |
| Шероховатость обрабатываемой поверхности | Ra 1,6 µm |
| Точность позиционирования Ось X, мм | 0,022 |
| Ось Z, мм | 0,022 / 550 |
| Повторяемость Ось X, мм | 0,006 |
| Ось Z, мм | 0,006 / 550 |
| Габаритные размеры Длина, мм | 4500 |
| Ширина, мм | 2000 |
| Высота, мм | 2300 |
| Вес нетто, кг | 4100 |
| Вес брутто, кг | 4850 |
Похожие товары










Станкофф.RU
420127, Россия, Татарстан, Казань, ул. Фатыха Амирхана, 42а
+7 (800) 5555770