Оптоволоконный лазерный труборез с 3-мя патронами и резкой под углом ±45° TP6535W/4000 Raycus 6+6

















+7 (995) 888-07-04



Детальное описание
Современный станок для резки труб из нержавеющей, углеродистой, марганцевой стали, латуни, алюминия и т.д круглой, квадратной, эллиптической, шестигранной формы, D-образных труб, с оптоволоконным лазерным излучателем и электронной системой управления ЧПУ. При установке 5-осевой головы станок также позволяет обрабатывать швеллер, уголок, металлопрофиль. Может обрабатывать трубы различных диаметров и длин. При определенных настройках может быть достигнут нулевой необработанный остаток (безотходное производство).
Отличительной особенностью данной серии является наличие 3-х пневматических зажимных патронов (передний, задний и центральный), решающих задачи увеличения нагрузки на труборез, сокращения отходов материала и повышения производительности. Активная (сервомеханическая) поддержка труб обеспечивает повышение точности реза из-за отсутствия провисания.
В стандартной комплектации станок обрабатывает трубы до 350 мм, весом до 560 кг. Движение патронов осуществляется по вертикальным линейным направляющим высокой степени надежности и точности. Также для увеличения качества резки на станке реализована система активной поддержки труб, сервостол и специализированная система центрации.
Дополнительно станок можно доукомплектовать системами автоматической погрузки и выгрузки труб.
Комплектация
| Режущая голова | Raytools BD04K (Швейцария) |
| Зубчатая передача «шестерня-рейка» | Apex (Тайвань) |
| Высокоточные направляющие | Shac (Тайвань) |
| Серводвигатели | Yaskawa / Panasonic (Япония) |
| Источник излучения | Raycus (Китай) |
| Система ЧПУ для 3 патронов |
Fscut 5000A (Китай) |
| Программное обеспечение |
TubePro (Китай) |
| Нестинг |
TubesT (Китай) |
| Водяное охлаждение - чиллер | Hanli (Китай) |
| Пневматические компоненты | SMC (Япония) |
| Электрические компоненты | Schneider (Франция) |
| Водяной чиллер
|
Hanli (Китай) |
| Стабилизатор напряжения | Xishun (Китай) |
Особенности конструкции

Лазерный источник Raycus
Компания Wuhan Raycus Fiber Laser Technologies Co., Ltd. является первым китайским предприятием, занимающимся исследованиями, разработкой и масштабным производством мощных волоконных лазеров и основных устройств, а также крупнейшей научно-исследовательской и производственной базой волоконных лазеров с глобальным влиянием в Китае. Компания изначально была одной из дочерних компаний HGTECH, Лазерные источники, поставляемые компанией Raycus для HGTECH, отличаются высочайшим качеством, а также предоставляет клиентам HGTECH первостепенное быстрое обслуживание. Ресурс работы источников Raycus 100 000 моточасов.
Швейцарская режущая голова Raytools BD04K
Младшая модель новой линейки голов для труборезов серии BD. Разрабатывалась исключительно для работы на труборезах и сразу спроектирована с узкой сопловой частью, что позволяет обрабатывать самые сложные заготовки.• Оптимизированная конфигурация оптического тракта для плавной и эффективной подачи газа;
• Диапазон автоматической фокусировки от +12 до -12 мм, точность регулировки 0,05 мм;
• Оснащается составной линзой D30, максимальная входная мощность лазера 4 кВт.
• Максимальное ускорение привода фокусирующей линзы 10 м/с², максимальная скорость перемещения 6 м/мин.
• Выдвижной держатель линзы обеспечивает ее удобную и быструю замену.
• Для коллимации и фокусировки используются линзы с большой незатененной апертурой, обеспечивающие наилучший баланс оптических характеристик и качества резания.
• Совместима с широким рядом оптических соединителей (QBH, G5 и другие) для работы с лазерами различных типов.
• Фокусное расстояние коллиматорной линзы 100 мм.
• Фокусное расстояние 200 мм.
• Защитные стекла: верхнее 24,9х1,5 мм, центральное 27,9х4,1 мм, нижнее 27,9х4,1 мм.
• Диапазон автоматической фокусировки -12~ + 12 мм.
• Тип сопла: одинарное / двойное. Диаметр наконечника сопла 1,2 мм, 1,5 мм, 2,0 мм, 2,5 мм 3,0 мм, 3,5 мм, 4,0 мм.
• Опциональная система регулировки по высоте: автономная, аналоговый вход 0-10 В, EtherCAT.
• Вес ~4,8 кг.

Тяжелая листовая станина
Усиленная станина произведена по стандартам ЕС. Сварена из высококачественной листовой стали с толщиной стенки 12 мм и подвержена высокотемпературному отжигу, значительно повышающему ее прочность, твердость, износостойкость. Листовая станина обладает значительными преимуществами по сравнению с станиной из труб, такими как больший вес, прочность и надежность, отсутствие вибраций при работе и, как следствие, обеспечивает стабильный, качественный и точный рез.
Передний и центральный пневматические зажимные патроны
Герметичная конструкция эффективно предотвращает загрязнение пылью при резке. Удобная в обслуживании конструкция. Точность выравнивания обеспечивается полным ходом патрона. Автоматическая регулировка труб в диапазоне 20-350 мм. Скорость вращения патронов 150 об/мин. Максимальная нагрузка одного патрона 560 кг. При определенных настройках достижим нулевой остаток по трубе. Передний патрон снабжен двойными роликами, которые делают зажим трубы более стабильным и предотвращают ее деформацию.
Задний зажимной патон
Выполняет функцию зажима и поддержки трубы. Опорная база патрона обладает высокой прочностью и надежностью. Полая конструкция позволяет установить вытяжку в задний патрон. В тот момент, когда станок режет последнюю деталь, которая находится рядом с задним патроном, вытяжка может выдувать шлаки, образующиеся в результате резки, для защиты заднего патрона и избегания попадания шлака в патроны.
Портальная балка для оси Z
Сварная конструкция из листов и труб с толщиной стенки 20 мм. Вес портал 1,5 тонны. Усиленный корпус по стандарту ЕС. Регулировка перемещения по оси Z, позволяющая избегать столкновений.
Сервомеханическая активная поддержка труб
Для труб до 6,5 метров. Механизм автоматической загрузки и поддержки труб разработан для облегчения и улучшения работы с длинными и тяжелыми трубами. Подходит для труб любой формы. Уникальная конструкция поддержки сохраняет контакт с поверхностью трубы при подаче и вращении трубы. Поддерживающее усилие устанавливается в соответствии со спецификацией трубы, чтобы обеспечить эффективную поддержку, предотвратить провисание трубы, уменьшить качание оси при вращении трубы и повысить точность обработки. Три комплекта серводвигателей автоматически управляют перемещением держателя вверх и вниз (синхронизированное перемещение с патроном и лазерной головкой). Автоматическое следование зазору ≤0,1мм. Функция автоматического центрирования труб.
Сервомеханический стол в зоне выгрузки
В станке предусмотрены 3 сервостола для труб длиной до 6 метров. Сервостол с активной поддержкой исключает провисание длинной трубы. Идеален для заготовок как круглого, так и не круглого сечения. Для прямоугольных труб система автоматически рассчитает и регулирует высоту подъема приемного стола в режиме реального времени в соответствии с внешним контуром трубы, что гарантирует стабильную поддержку трубы. Стандартная поддержка в форме цилиндра не позволяет этого сделать.Функция наклона стола, даёт возможность скатить трубу в зону приёма, снижая количество физической работы оператором станка.

Серводвигатели и драйверы Yaskawa
Высокая амортизация, хорошая ригидность, могут выдерживать высокие скорости и ускорение. Сервоприводы Yaskawa имеют преимущества перед остальными приводами переменного и постоянного тока является возможность динамичного управления скоростью вала и его положением. Сервоприводы Yaskawa способны поддерживать номинальный момент в довольно широком диапазоне скоростей.
Зубчатая передача «шестерня-рейка» Apex
Компания Apex – это единственный производитель, который имеет собственное производство как редукторов, так и шестерен и зубчатых реек и благодаря этому может обеспечить все требуемые точностные параметры механических узлов преобразующих вращательное движение в поступательное.Кроме того, компания Apex – единственный производитель, которые предоставляет своим клиентам полную информацию по точностным характеристикам своих зубчатых реек и шестерен, а также обеспечивает и гарантирует полное соблюдение этих параметров при производстве. Зубчатые передачи APEX характеризует:
• геометрическая точность всех размеров,
• прямизна, параллельность и перпендикулярность поверхностей,
• твердость закаленной поверхности, а также глубокий слой закалки

Высокоточные направляющие SHAC
Перемещение лазерной головки осуществляется по линейным направляющим SHAC (Тайвань). Компания SHAC более 10 лет занимается производством направляющих и передач на основе подшипников качения. Направляющие производства SHAC отвечают всем международным и европейским стандартам и производится с непрерывным контролем качества. Имеют следующие выдающиеся особенности: плавный ход, высокая точность и надежность, большая грузоподъемность, уплотненные каретки, низкое трение, низкий уровень шума, легкость установки. Размеры рельсов и кареток SHAC в точности повторяют размеры аналогичных Hiwin, что делает эти направляющие взаимозаменяемыми.
Система управления FSCUT 5000A
FSCUT5000 – это система управления волоконным лазерным труборезным станком на базе технологии EtherCAT. FSCUT5000А используется на станках с 3-мя зажимными патронами. Система поддерживает работу с утилитой TubesT 3D Nesting, которая позволяет повысить производительность и минимизировать количество остаточного материала.
Программное обеспечение для нестинга TubesT
Программа предназначена для подготовки схем раскроя и представляют собой дополнение к TubePro. TubesT предназначена для профессионального 3D-нестинга – улучшенного раскроя труб и профилей. Она располагает обширной библиотекой моделей и многочисленными инструментами как проектирования моделей, так и оптимизации их расположения на заготовке. Использование TubesT позволяет повысить скорость работы и снизить количество отходов.
Экран Touch Screen
Увеличенный размер сенсорного экрана Touch Screen (управление через касание пальцем экрана, подобно экрану iPad). Прочный и водонепроницаемый. Экран создан с использованием закаленного стекла. Простое и интуитивно понятное меню. Встроенные параметры резки.
Двойной пропорциональный клапан высокого и низкого давления SMC
Клапан низкого давления для автоматической программной регулировки давления кислорода и клапан высокого давления для автоматической программной регулировки давления азота. Обеспечивает высокоточное регулирование давления кислорода. Отличительные особенности: настраиваемый диапазон давлений, высокий уровень линейности, воспроизводимости и чувствительности, наличие индикации выходного давления.
Устройство сигнализации низкого давления
Когда давление газа слишком низкое, устройство сигнализации низкого давления автоматически подает сигнал тревоги, защищает станок, позволяет избежать напрасной траты материалов.
Автоматическая система смазки
Все подвижные механизмы станка закрыты защитными кожухами для предотвращения попадания крупно и мелкодисперсной металлической пыли. Для удобства эксплуатации лазерный комплекс оснащён централизованной системой автоматической смазки. Система подаёт смазывающую жидкость в подвижные элементы с заданным давлением и интервалом.
Водяной чиллер Hanli
Автоматический чиллер для охлаждения излучателей лазерных станков.Этот чиллер имеет большую мощность, что позволяет непрерывно охлаждать лазерную систему. Регулировка температуры осуществляется в автоматическом режиме.
Система управления FSCut5000A + TubesT
- Утилита TubesT упрощает создание рабочих чертежей и генерацию траектории обработки, осуществляет функцию нестинга, позволяя разместить сразу несколько чертежей на одной заготовке.
- Поддержка коррекции ошибки смещения центра трубы.
- Активный контроль процесса обработки через шину EtherCAT.
- Поддержка управления держателями трубы для обеспечения высокого качества реза.
- Поддержка управления зажимным патроном для подачи длинных труб.
- Обработка углов.
- Отслеживание процесса обработки в режиме реального времени
- Поддерживаемые форматы AI / PLT / Gerber, поддержка MaterCam, G code Type3.
- Ввод / вывод, компенсация резания, микро-соединение, перемычка, задний вход, вырезание зазоров и т.д. Доступно несколько методов прокалывания.
- Можно установить различную мощность лазера / частоту / тип газа / давление газа / высоту.
Автоматическое определение центра трубы
TubePro определяет местоположение и компенсировать отклонение трубы от центра вращения патрона во время работы, что гарантирует высокую точность резки.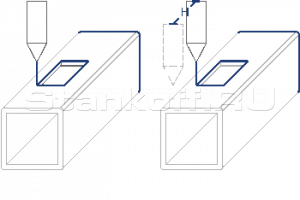
Заготовка и плавающие координаты
Имеет два режима работы «Абсолютной» и «Относительной» системы координат. В абсолютной системе координат отсчет производится от начальной нулевой точки, для перфорации заготовки без торцевания. В относительной системе координат занимает нулевую точку там, где он находится (фактическое расположения лазерной головы относительно заготовки).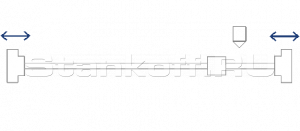
Семиосевая подача труб
TubePro поддерживает 3-х опорную конструкцию 7-осевого рычажного механизма. Два подвижных патрона и один неподвижный патрон между ними подают трубы в процессе резки особым образом, обеспечивая нулевые отходы и экономию материала для клиентов.
Поддержка заготовки
Функция управления держателями трубы в зависимости от положения патрона для предотвращения прогиба трубы под силой тяжести на основной части станки и приемной.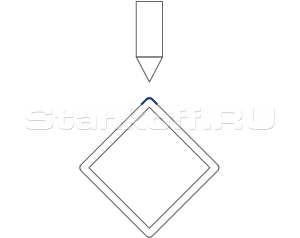
Оптимальная резка углов
TubePro разработал технологию, помогающую справляться с трудностями при резке углов. Позволяет произвести настройку резки углов профиля (давление газа, пиковую мощность лазера, частоту и скорость вращения патрона), что повышает эффективность и качество резки.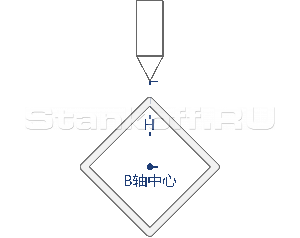
Активный контроль при резке углов
Высота оси Z часто нестабильна в угловом положении, что ухудшает качество резки углов. TubePro использует перспективную стратегию для управления подъемом и опусканием лазерной головки при повороте угла, заранее рассчитывая путь подъема через файл резки.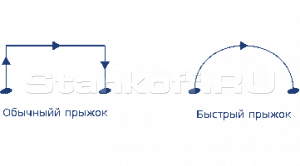
Быстрый прыжок
TubePro оптимизирует путь подъема лазерной головки и поддерживает движения осей XYB, пока лазерная головка перемещается по следующей траектории для достижения высокой эффективности производства.
Обработка труб и профилей произвольной формы
Tube Pro поддерживает не только резку стандартных труб, таких как круглые и квадратные трубы. Он также поддерживает обработку профилей произвольной формы: U / L / H / T, круглых, овальных и многоугольных и тд.Выбор диаметра сопла
| Материал | Толщина | Диаметр сопла |
| Углеродистая сталь | 1 - 6 мм | 1,4 мм |
| 6 - 10 мм | 2 мм | |
| Нержавеющая сталь | 1 - 3 мм | 1,5 мм |
| 3 - 4 мм | 2 мм | |
| 5 - 6 мм | 2,5 мм |
Параметры подбора мощности для труборезного станка
| Круглые трубы | ||||||
| Диаметр труб | φ20-φ50 | φ50-φ120 | φ120-φ220 | |||
| Мощность источника | Черная сталь | Нержавеющая сталь | Черная сталь | Нержавеющая сталь | Черная сталь | Нержавеющая сталь |
| 1000 Вт | 3 мм | 3 мм | 4 мм | 3 мм | 6 мм | 4 мм |
| 1500 Вт | 4 мм | 4 мм | 6 мм | 4 мм | 8 мм | 4 мм |
| 2000 Вт | 8 мм | 6 мм | 12 мм | 6 мм | ||
| 3000 Вт | 10 мм | 8 мм | 12 мм | 6 мм | ||
| 4000 Вт | 12 мм | 10 мм | 14 мм | 10 мм | ||
| Профильные трубы | ||||||
| Диаметр труб | φ20-φ50 | φ50-φ100 | φ100-φ150 | |||
| Мощность источника | Черная сталь | Нержавеющая сталь | Черная сталь | Нержавеющая сталь | Черная сталь | Нержавеющая сталь |
| 1000 Вт | 3 мм | 2 мм | 3 мм | 2 мм | 6 мм | 3 мм |
| 1500 Вт | 4 мм | 3 мм | 4 мм | 3 мм | 8 мм | 4 мм |
| 2000 Вт | 6 мм | 4 мм | 12 мм | 4 мм | ||
| 3000 Вт | 8 мм | 4 мм | 12 мм | 6 мм | ||
| 4000 Вт | 10 мм | 6 мм | 14 мм | 6 мм | ||
Качество газов
| Тип газа | Качество | Чистота газа,% | Содерж-е азота и аргона(N2 +Ar),‰ | Содерж-е воды (H2O),‰ |
| Кислород O2 | 3,5 | ≥99,95 | ≤500 | ≤5 |
| Тип газа | Качество | Чистота газа,% | Содерж-е кислорода(O2),‰ | Содерж-е воды (H2O),‰ |
| Азот N2 | 4,5 | ≥99,995 | ≤10 | ≤5 |
| Азот N2 | 5 | ≥99,999 | ≤3 | ≤5 |
Требования к условиям работы
| Электричество | Напряжение тока: 380V Частота: 50 Гц Стабильность напряжения + 5% Регулирование напряжения: <2% |
| Вспомогательный газ | Очищенный сухой сжатый воздух: Кислород (O2) особой чистоты и Азот (N2) чистотой не менее 99,9% |
| Прибор для сжатия воздуха | Давление 14 бар Объем 1 м³ |
| Температура | Диапазон температур в пределах 15-35°C. Компоненты системы не должны подвергаться воздействию прямых солнечных лучей. В случае тропических климатических условий или если температура на рабочем месте поднимается выше 35°С, рекомендуется размещать оборудование в помещении с кондиционером. |
| Влажность | Температура точки росы воздуха должна быть менее 10° для предотвращения процессов конденсации в охлажденных частях машины. |
| Фундамент | Фундамент для станка должен быть ровным и без вибраций |
| Листовой металл | Однородный, ровный и чистый |
Получаемые изделия











| Мощность лазера | 4000 Вт |
| Лазерный источник | Raycus
|
| Длина волны | 1080 Нм |
| Диаметр круглых труб | 20-350 мм |
| Длина стороны квадратной трубы | 20-350 мм |
| Макс. длина труб | 6500 мм |
| Ход по оси Y |
0-6100 мм |
| Ход по оси X |
0-200 мм |
| Ход по оси Z | 0-170 мм |
| Минимальный остаток трубы | ≥0 мм |
| Длина зоны выгрузки | 6000 мм |
| Угол реза | ±45° |
| Типы обрабатываемых труб | круглые, прямоугольные, квадратные, овальные, L-образный профиль, C-образный профиль, двутавровая балка итд |
| Мощность серводвигателей | B1-1800Вт, B2-1800 Вт, Y-1800Вт, B3-1800 Вт, сервостол 1300х3 Вт, 1300х2 Вт, X-850 Вт, Z-400 Вт |
| Точность позиционирования (X,Y) | ±0,05 мм |
| Точность повторного позиционирования (X,Y) | ±0,03 мм |
| Максимальное ускорение | 1.5G |
| Макс. скорость холостого хода | 100 м/мин |
| Скорость вращения патрона | 150 об/мин |
| Патроны | Пневматические |
| Максимальная нагрузка | 560 кг |
| Вес станка | 3200 кг |
| Габариты | 12434×2116×2600 мм |
| Энергопотребление | |
| Лазерный источник | 15 кВА |
| Чиллер | 6 кВА |
| Станина | 12 кВА |
| Другие устройства | 10 кВА |
| Стабилизатор напряжения | 380В±5%, 50 Гц |
| Общая потребляемая мощность | 43 кВА |
| Среднее энергопотребление | 23 кВА |
| Требования к газу | |
| N2 | >99.95% |
| O2 | >99.95% |
| Требования к помещению | |
| Температура | 5-40°С |
| Влажность | <70% |
| Фундамент | отсутствие очевидного источника вибрации |
Похожие товары







Станкофф.RU
420127, Россия, Татарстан, Казань, ул. Фатыха Амирхана, 42а
+7 (800) 5555770