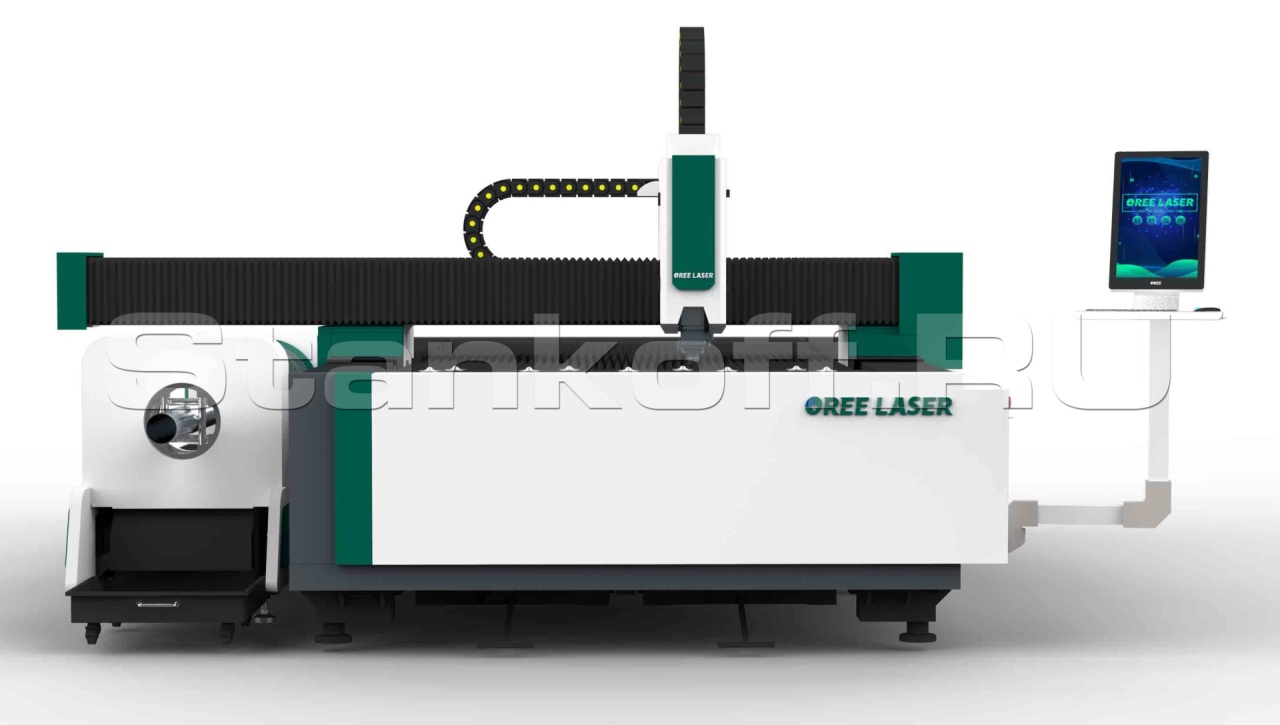
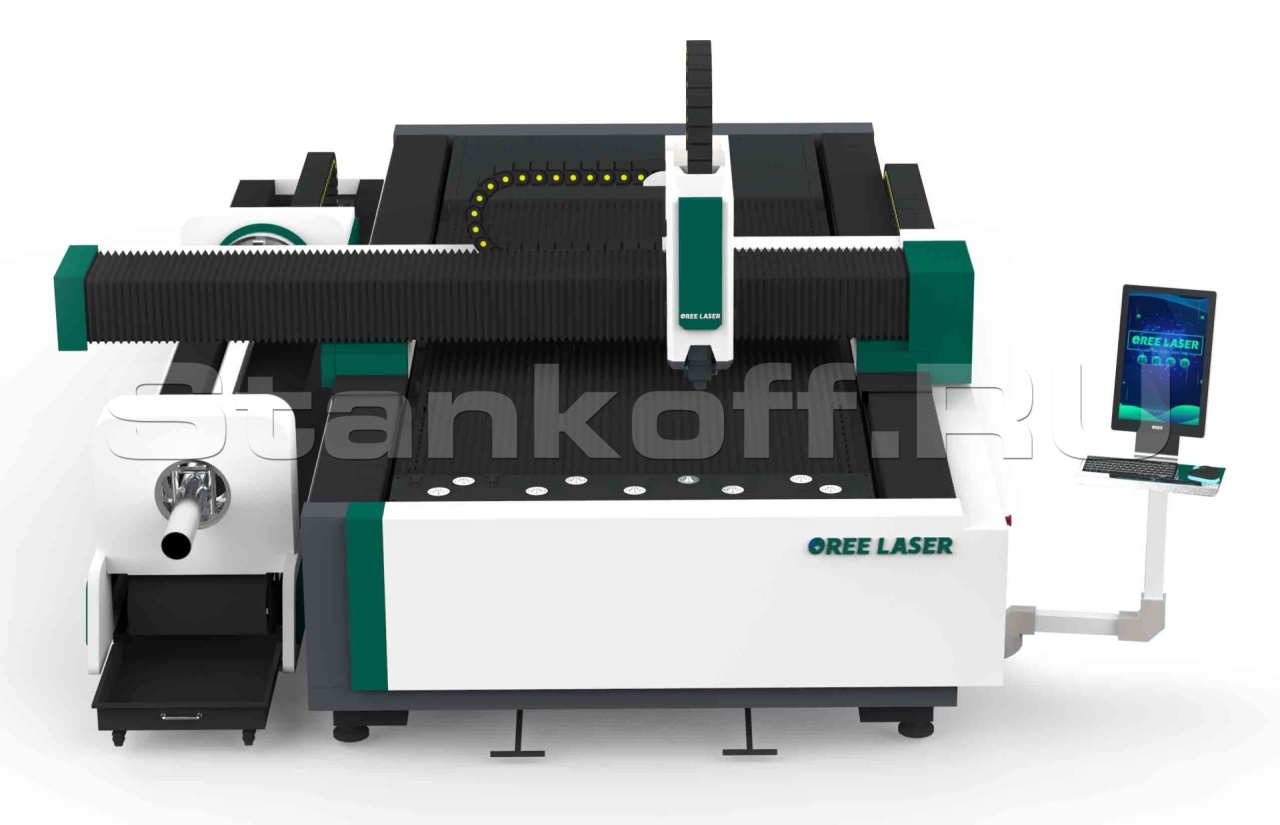
Станок оптоволоконной лазерной резки листов и труб OR-FT1530/2000 IPG







+7 (995) 888-07-04



Детальное описание
Применение
Оптоволоконные лазеры на сегодняшний день являются очень популярным и высокоэффективным оборудованием для резки металла. Они применяются для резки различных металлов, таких как нержавеющая сталь, углеродистая сталь, алюминиевые листы, латунь, медь, оцинкованные пластины и т.д. В настоящее время оптоволоконные лазеры широко применяются в индустриях производства кухонной утвари, стальной мебели, лифтов и подъемников, автозапчастей и так далее.
В дополнение к резке листового металла, данный станок может широко применяться в промышленности для резки труб: круглых, овальных, прямоугольных, овальных, расширяющихся и тд. Наибольший диаметр круглых труб может достигать 220 мм.
Комплектация
| Лазерный источник | IPG |
| Режущая голова с автофокусом | Raytools (Швейцария) |
| Станина | чугунная станина |
| Профильные направляющие | Hiwin (Тайвань) |
| Зубчатая передача шестерня-рейка | YYC (Тайвань) |
| Серводвигатели | Yaskawa (Япония) |
| Редуктор | Motoreducer (Франция) |
| Подшипник | NSK (Япония) |
| Пневматические компоненты | SMC (Япония) |
| Электронные компоненты | Schneider (Франция) / Siemens (Германия) |
| Программное обеспечение | CypCut +3000 S |
| Компьютер | |
| Водяной чиллер | |
| Вытяжной вентилятор |
Особенности конструкции

Цельнолитая чугунная станина
Железо-графитовый чугун с минимальной прочностью на растяжение 200 МПа. Высокое содержание углерода, прочность на сжатие и высокая твердость. Высокая амортизация и износостойкость. Хорошая стабильность и эффективность резания. Гарантирует сохранение точности в течение длительного времени, без изменений до 50 лет.
Литой алюминиевый портал
Портал 5 поколения - благодаря термообработке и полному циклу искусственного старения достигается максимальная твердость, прочность, пластичность портала. Модернизированный портал обеспечивает стабильность конструкции и сверхвысокую скорость реакции и динамичность.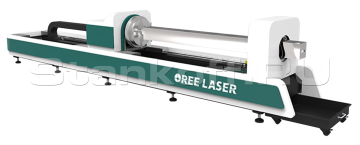
Модуль обработки труб
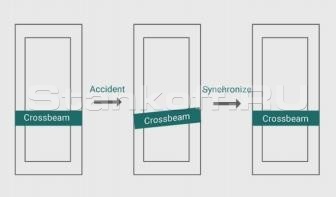
Лазерные станки серии OR-FT имеют интегрированный модуль для обработки квадратных и круглых труб, а так же других профилей. Высокая эффективность и возможность комбинированной обработки делает станок OR-FT максимально универсальным. Стандартная длина труб составляет 3, либо 6 метров. Оба патрона труборезного модуля пневматические. Автоматическая регулировка под диаметр обрабатываемых труб. Для синхронизации вращения переднего и заднего патронов используется двухсторонний привод.
Режущая голова с автофокусом Raytools BM110
Серия BM110 - это лазерные режущие головы с автофокусировкой, выпущенные компанией Raytools AG в 2019 году для оптоволоконных лазеров мощностью до 3 кВт. Имеют встроенный привод, который управляет фокусирующей линзой с помощью линейного механизма для автоматического изменения положения в пределах 24 мм. Пользователь может настроить программу непрерывной фокусировки, которая позволяет выполнять высокоскоростную перфорацию толстых пластин и резку листов различных толщин и типов металлов в автоматизированном режиме. Конструкция лазерной головы позволяет ей работать непрерывно и стабильно в течение длительного времени при высокой мощности.В голове BM110 применяются линзы диаметром D30.
• Оптимизированная оптическая конфигурация, плавная и эффективная конструкция воздушного потока;
• Диапазон автофокуса составляет +10 ~ -14 мм, точность регулировки 0,05 мм;
• Максимальное ускорение привода фокусирующей линзы 10 м/с², максимальная скорость 6 м/мин;
• Защитные стекла φ24,9х1,5 мм и φ27,9х4,1 мм;
• В конструкции используется держатель линз выдвижного типа, что делает замену линз быстрой и простой;
• Вес ~5 кг.
Лазерный источник IPG
IPG Photonics – передовой производитель, флагман в области оптоволокна. IPG использует ряд инновационных технологий, которые делают продукцию максимально эффективной и надежной. Одна из последних технологий корпорации – применение одиночного излучателя. При этом срок его эксплуатации превышает 100 000 часов. Такое оборудование рассчитано на постоянное пользование им в высокоскоростных режимах и сильные нагрузки.
Высокоточные направляющие Hiwin
Перемещение лазерной головки осуществляется по линейным направляющим Hiwin (Тайвань). Направляющие производства Hiwin отвечают всем международным и европейским стандартам и производится с непрерывным контролем качества. Линейные направляющие Hiwin имеют следующие выдающиеся особенности: плавный ход, высокая точность и надежность, большая грузоподъемность, уплотненные каретки, низкое трение, низкий уровень шума, легкость установки. Толщина направляющих X - 25 мм, Y - 35 мм, Z - 20 мм.
Зубчатая передача «шестерня-рейка» YYC
YYC специализируется на производстве высокоточных зубчатых реек и шестерней. Продукцию YYC по всему миру уже много десятилетий. Стабильно высокое качество и постоянная работа над совершенствованием технологий производства, делают компанию YYC одним из лидеров по поставке зубчатых передач во всем мире. Изготовлены из стали марки 45C. Покрытие - химическое оксидирование.
Сервоприводы Yaskawa
Высокая амортизация, хорошая ригидность, могут выдерживать высокие скорости и ускорение. Сервоприводы Yaskawa имеют преимущества перед остальными приводами переменного и постоянного тока является возможность динамичного управления скоростью вала и его положением. Сервоприводы Yaskawa способны поддерживать номинальный момент в довольно широком диапазоне скоростей.
Редуктор Motoreducer
Всемирно известный производитель редукторов высокой точности. Редукторы характеризуются высокой производительностью, минимальным люфтом и высокой радиальной нагрузкой. Новый картер позволяет более стабильно работать редуктору и увеличивает срок службы до 20 000 часов без обслуживания. Стандартные операционные диапазон температур -15℃ до 45℃. Стандарт защиты расклассифицированный IP 65.
Автоматическая система смазки
Все подвижные механизмы станка закрыты защитными кожухами для предотвращения попадания крупно и мелкодисперсной металлической пыли. Для удобства эксплуатации лазерный комплекс оснащён централизованной системой автоматической смазки. Система подаёт смазывающую жидкость в подвижные элементы с заданным давлением и интервалом.
Водяной чиллер
Автоматический чиллер для охлаждения излучателей лазерных станков.Этот чиллер имеет большую мощность, что позволяет непрерывно охлаждать лазерную систему. Регулировка температуры осуществляется в автоматическом режиме.
Программное обеспечение

Программное обеспечение CypCut и CypTube имеют простое управление, ориентированное на пользователя. Реализованы функции, существенно упрощающие и оптимизирующие процесс раскроя. Это такие функции как:
- пауза,
- обратный ход по контуру,
- быстрый переход к любой врезке,
- быстрое изменение точки врезки,
- начало резки с любого места контура,
- оптимальный выбор начала резки контура,
- расчёт динамических параметров перемещений,
- контроль соответствия обрабатываемой детали исходному чертежу,
- быстрая загрузка готовых чертежей и программ и пр.
Режимы прожига, гравировки и резки настраиваются оператором по отдельности до начала резки. Оператору не придется останавливать процесс обработки материала, чтобы перенастроить станок и ввести новые установки, т.к. переключение между режимами происходит автоматически, что увеличивает производительность раскройного комплекса.
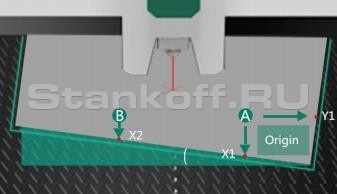
Для получения качественных острых и прямых углов мощность лазерного излучения автоматически регулируется в зависимости от скорости передвижения оптической головки. При нулевой скорости движения оптической головки (в момент остановки на углу) выходная мощность излучения равняется минимальной мощности, заданной в настройках, что предотвращает выгорание углов.
Для указанных в библиотеке материалов ПО CypCut и CypTube производит автоматический расчет времени обработки деталей, полезного использования материала, количества деталей; стоимости одного часа резки, одного метра реза, одной пробивки. Полученные данные существенно упрощают расчет стоимости отдельных деталей и сборок, например, при резке сторонних заказов и расчете себестоимости продукции и отходов.
Функция перемещения прыжками в процессе резки, функция обратной резки, позволяющая вернуться к не прорезанному участку в случае нарушения условий процесса, линейная /круговая интерполяция и функция компенсации ширины реза, функция автоматического или ручного комбинирования.
Во встроенной библиотеке материалов хранятся рекомендуемые настройки станка под определенный материал. Есть функция создания новых материалов. При выборе материала из библиотеки происходит автоматическая загрузка параметров в модули станка. Таким образом, вы избавляетесь от необходимости рутинного ввода различных значений и экономите своё время, повышая производительность.
Функция дистанционной диагностики неисправностей систем станка позволяет свести к минимуму время простоя станка и исключить выездные расходы в случае решения сервисных вопросов, связанных с неправильной настройкой оборудования.
Следует выделить ряд преимуществ П.О:
- Управление и настройка необходимых узлов лазерного комплекса;
- Отдельные параметры режимов раскроя и врезки;
- Автоматическая оптимизация задания раскроя;
- Улучшенная функция перфорации - FLYCUT;
- Оптимальное расположение деталей - NESTING;
- Функция охлаждения контура реза - LEAD POS;
- Функция микро-перемычек - MICRO JOINT;
- Функция обработки сложных контуров - PULSECUT;
- Функция вырезки контуров, лежащих на одной прямой - LINESECUT;
- Управление параметрами лазерного источника;
- Защита режущей головы;
- Дистанционная диагностика;
- Дружелюбный интерфейс.
Автоматическая оптимизация задания раскроя включает в себя ряд автоматических функций П.О:
Технология FLYCUT
Данная технология оптимизирует обработку тонких металлов. Система осуществляет раскрой не отдельными объектами, а распознает все контуры, лежащие на одной прямой и после режущая голова в высоком темпе проходит весь лист по определённой прямой. Данная функция значительно экономит время обработки при перфорации листа.
Технология NESTING
Позволяет разместить, максимально необходимое количество деталей на обрабатываемом листе, также учитывается параметр минимизации отходов. Таким образом, экономится время на подготовке задания. Также опция высчитывает время обработки данного задания. Это позволяет точно высчитать себестоимость готового изделия.
Технология LEAD POS
Обеспечивает расстановку охлаждающих точек по контуру детали для предотвращения перегрева обрабатываемой поверхности и облоя в зоне реза. Данная функция актуальна для раскроя металла на низких скоростях, углах и мелких элементах.
Технология MICRO JOINT
Автоматическое размещение перемычек по контуру раскроя. Благодаря данной опции готовое изделие не выпадает после раскроя, а также предотвращает разворот детали перпендикулярно заготовке. Актуально для изготовления декоративных деталей из нержавеющей стали, где царапины недопустимы.
Технология PULSECUT
Технология PulSeCut предназначена для высококачественной обработки сложных контуров. Функция позволяет обрабатывать определённые участки контуров (углы, близко расположенные участки) в импульсном режиме. Переключение между PulSeCut и обычным режимом осуществляется автоматически в соответствии с настройками. PulSeCut позволяет установке переключаться между непрерывным и импульсными режимами резки даже в пределах одного контура.
Таблица зависимости скорости резания листов от выходной мощности волоконного лазера, используемых газов, вида материала и толщины заготовки.
| Мощность источника | 500Вт | 750Вт | 1000Вт | 1500Вт | 2000Вт | 3000Вт | 4000Вт | 6000Вт | |
| Материал / Газ | Толщина, мм | Скорость, м/мин | |||||||
Углеродистая (Кислород) |
1 | 8 | 9 | 10 | 22 | 26 | 34 | 38 | 42 |
| 2 | 4 | 5 | 6,2 | 6,8 | 7,2 | 7,5 | 7,8 | 8,2 | |
| 3 | 2,6 | 2,8 | 3 | 3,6 | 4 | 4,4 | 5 | 5,5 | |
| 4 | 1,6 | 1,8 | 2,2 | 2,8 | 3,2 | 3,8 | 4,4 | 5 | |
| 5 | 1 | 1,4 | 1,8 | 2,4 | 2,8 | 3,2 | 3,4 | 3,6 | |
| 6 | 1 | 1,6 | 2 | 2,4 | 2,8 | 3,2 | 3,4 | ||
| 8 | 0,8 | 1,2 | 1,4 | 1,6 | 2,2 | 2,6 | 3 | ||
| 10 | 0,8 | 1 | 1,2 | 1,6 | 2 | 2,4 | |||
| 12 | 0,8 | 1 | 1,4 | 1,8 | 2 | ||||
| 14 | 0,6 | 0,7 | 1 | 1,2 | 1,3 | ||||
| 16 | 0,6 | 0,8 | 1 | 1,1 | |||||
| 18 | 0,7 | 0,9 | 1 | ||||||
| 20 | 0,6 | 0,8 | 0,9 | ||||||
| 22 | 0,5 | 0,7 | 0,8 | ||||||
| 24 | 0,4 | 0,6 | |||||||
| 26 | 0,4 | ||||||||
| 500Вт | 750Вт | 1000Вт | 1500Вт | 2000Вт | 3000Вт | 4000Вт | 6000Вт | ||
Нержавеющая (Азот) |
1 | 12,4 | 18,5 | 23,8 | 26,4 | 30 | 34 | 38 | 41,4 |
| 2 | 4,7 | 5,1 | 10,8 | 11,9 | 12,7 | 15,4 | 24,4 | 28,6 | |
| 3 | 0,7 | 1,2 | 2,3 | 4,1 | 6,1 | 8,6 | 12,8 | 15,8 | |
| 4 | 0,8 | 1,3 | 2,2 | 4,2 | 5,5 | 7,4 | 9,4 | ||
| 5 | 0,7 | 1,2 | 2 | 4,3 | 5,1 | 6 | |||
| 6 | 1 | 1,8 | 3,1 | 3,8 | 4,7 | ||||
| 8 | 0,9 | 2 | 2,4 | 3,3 | |||||
| 10 | 0,8 | 1,1 | 1,3 | ||||||
| 12 | 0,5 | 0,7 | 1,1 | ||||||
| 14 | 0,6 | 0,8 | |||||||
| 16 | 0,6 | ||||||||
| 500Вт | 750Вт | 1000Вт | 1500Вт | 2000Вт | 3000Вт | 4000Вт | 6000Вт | ||
Алюминий (Азот) |
1 | 5,2 | 6,4 | 8,4 | 16 | 22 | 34 | 38 | 42 |
| 2 | 2,2 | 3,4 | 6,6 | 8,4 | 15 | 21 | 25,5 | ||
| 3 | 1,4 | 3,8 | 5,5 | 7,6 | 11,5 | 14,6 | |||
| 4 | 1,4 | 2,6 | 4 | 5,2 | 5,8 | ||||
| 5 | 1,7 | 3,3 | 4,4 | 4,9 | |||||
| 6 | 0,9 | 2,1 | 3,4 | 4,1 | |||||
| 8 | 0,9 | 1,3 | 2 | ||||||
| 10 | 0,6 | 1,1 | 1,7 | ||||||
| 12 | 0,5 | 0,8 | |||||||
| 14 | 0,4 | 0,6 | |||||||
| 16 | 0,5 | ||||||||
| 500Вт | 750Вт | 1000Вт | 1500Вт | 2000Вт | 3000Вт | 4000Вт | 6000Вт | ||
Медь (Азот) |
1 | 5,2 | 6 | 8 | 12 | 14 | 22 | 26 | 32 |
| 2 | 1,8 | 3,2 | 4 | 6 | 8 | 10 | 12 | ||
| 3 | 1 | 2,2 | 3,4 | 5,2 | 6 | 6,4 | |||
| 4 | 1,4 | 1,8 | 4 | 4,8 | 5,4 | ||||
| 5 | 1,2 | 1,8 | 2,6 | 3,2 | |||||
| 6 | 0,6 | 1,4 | 1,8 | 2,2 | |||||
| 8 | 0,6 | 0,9 | 1,2 | ||||||
| 10 | 0,4 | 0,6 | |||||||
| 12 | 0,4 | ||||||||
Параметры подбора мощности для труборезного механизма
| Круглые трубы | ||||||
| Диаметр труб | φ20-φ50 | φ50-φ120 | φ120-φ220 | |||
| Мощность источника | Черная сталь | Нержавеющая сталь | Черная сталь | Нержавеющая сталь | Черная сталь | Нержавеющая сталь |
| 1000 Вт | 3 мм | 3 мм | 4 мм | 3 мм | 6 мм | 4 мм |
| 1500 Вт | 4 мм | 4 мм | 6 мм | 4 мм | 8 мм | 4 мм |
| 2000 Вт | 8 мм | 6 мм | 12 мм | 6 мм | ||
| 3000 Вт | 10 мм | 8 мм | 12 мм | 6 мм | ||
| 4000 Вт | 12 мм | 10 мм | 14 мм | 10 мм | ||
| Профильные трубы | ||||||
| Диаметр труб | φ20-φ50 | φ50-φ100 | φ100-φ150 | |||
| Мощность источника | Черная сталь | Нержавеющая сталь | Черная сталь | Нержавеющая сталь | Черная сталь | Нержавеющая сталь |
| 1000 Вт | 3 мм | 2 мм | 3 мм | 2 мм | 6 мм | 3 мм |
| 1500 Вт | 4 мм | 3 мм | 4 мм | 3 мм | 8 мм | 4 мм |
| 2000 Вт | 6 мм | 4 мм | 12 мм | 4 мм | ||
| 3000 Вт | 8 мм | 4 мм | 12 мм | 6 мм | ||
| 4000 Вт | 10 мм | 6 мм | 14 мм | 6 мм | ||
Получаемые изделия
















Факторы, влияющие на процесс резки
-
Мощность лазера
Мощность лазера является одним из самых важных факторов в процессе лазерной обработки материалов.Снижение мощности лазерного луча используется, когда нам необходима высокая точность вырезывания. С другой стороны, более толстые и прочные материалы требуют более высокой мощности лазерного луча.
-
Частота импульса
Частота импульса - это некоторая величина, пропорциональная мощности лазера. Современные лазеры обладают усовершенствованными функциями управления процессом резки, которые позволяют автоматически повышать или понижать частоту импульса в зависимости от обрабатываемого материала.
-
Тип газа, используемого при резке
Для того, чтобы процесс резки был эффективным и безопасным, для резки различных видов материалов требуются определенные типы газа. Древесина, например, является воспламеняющимся материалом и исключает применение кислорода при резке во избежании пожаров. С другой стороны, кислород можно использовать при резке металлических поверхностей, не содержащих оксиды.
Тип газа не является единственным фактором, влияющим на процесс. Качество газа не менее важно. один и тот же газ с различной частотой будет по-разному влиять на процесс резки (как на время, так и качество резки).
-
Давление газа
Давление газа в лазере является еще одним важным фактором. От давления газа зависит толщина разрезаемого материала. Чем тоньше материал, тем ниже должно быть давление газа, в противном случае существует риск повреждения материала и лазерного устройства.
-
Диаметр сопла
Режущие сопла существенно влияют на процесс резки лазером. Например, когда мы имеем дело с низким давлением лазерной резки, требуются сопла меньшего диаметра. И наоборот, когда обрабатываемый материал требует более высокого давления для резки, тогда нужно использовать сопла более крупного диаметра.
-
Расстояние от сопла до поверхности обрабатываемого материала
Расстояние от сопла до разрезаемой поверхности очень важно для качественного результата лазерной резки. Как правило, чем меньше расстояние между соплом и поверхностью, тем точнее и качественнее результат резки. Но в ряде случаев рекомендуется увеличить это расстояние для того, чтобы предотвратить повреждение оборудования.
| Мощность лазера | 2000 Вт |
| Лазерный источник | IPG
|
| Длина волны | 1080 Нм |
| Обрабатываемая площадь листа
|
3050x1530 мм |
| Ход по оси Z | 120 мм |
| Диаметр круглых труб | 20-230 мм
|
| Макс. нагрузка на труборез
|
200 кг
|
| Макс. скорость резки | 120 м/мин |
| Макс. скорость холостого хода | 140 м/мин |
| Макс. ускорение | 1.5G |
| Точность позиционирования | ±0,02 мм |
| Мощность серводвигателей | Y 2х1300 Вт, X 850 Вт, Z 400 Вт |
| Питание | 380В 50Гц 60A |
| Потребляемая мощность | 20 кВт
|
| Вес станка (3м / 6м)
|
6500 / 7200 кг |
| Габаритные размеры (3м/6м)
|
5700/8345х3795х2100 кг |
Похожие товары









Станкофф.RU
420127, Россия, Татарстан, Казань, ул. Фатыха Амирхана, 42а
+7 (800) 5555770