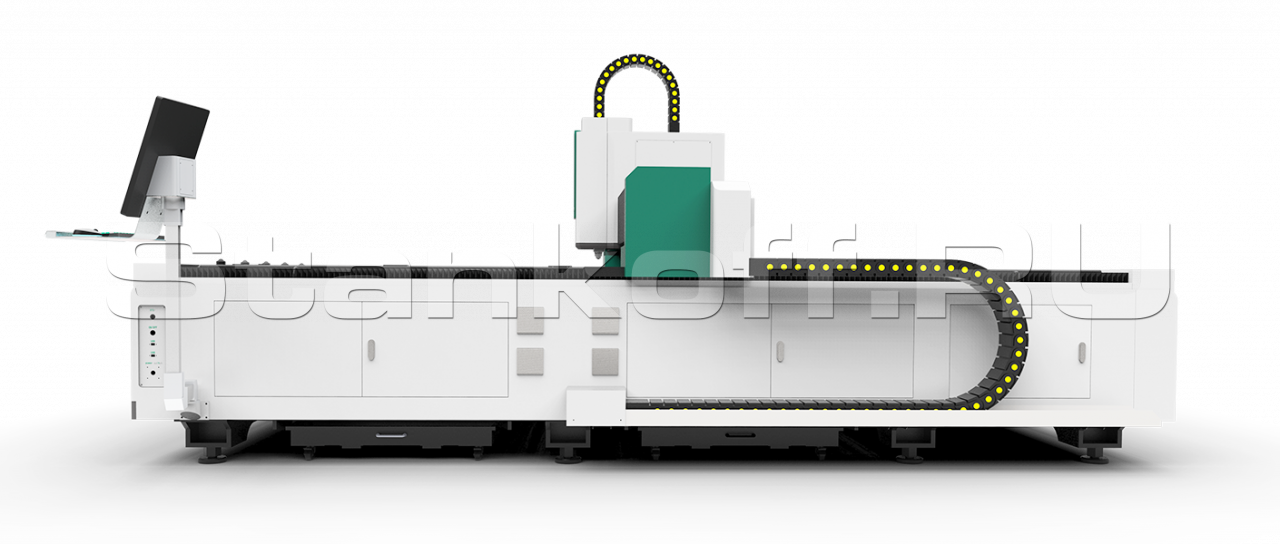
Станок оптоволоконной лазерной резки металла OR-FMA3015/1500 Raycus





+7 (995) 888-07-04



Детальное описание
Применение
Оптоволоконные лазеры на сегодняшний день являются очень популярным и высокоэффективным оборудованием для резки металла. Они применяются для резки различных металлов, таких как нержавеющая сталь, углеродистая сталь, алюминиевые листы, латунь, медь, оцинкованные пластины и т.д. В настоящее время оптоволоконные лазеры широко применяются в индустриях производства кухонной утвари, стальной мебели, лифтов и подъемников, автозапчастей и так далее.
Особенности
- Устойчивая к ускорениям и ударным нагрузкам станина;
- Высокая скорость и ускорение режущей головки;
- Сенсорный экран ЧПУ;
- Система управления CypCut;
- WiFi контролер для доступа в сеть;
- Минимальная эксплуатационная стоимость;
- Автоматическая регулировка высоты;
- Программируемый редукционный газовый соленоид;
- Лазер содержится внутри волоконно-оптического кабеля (зеркала не нуждаются в регулировке).
Комплектация
| Оптоволоконный лазерный источник | |||
| 1 | Лазерный источник Raycus | Raycus (Китай) | |
| Режущая головка | |||
| 1 | Лазерная режущая головка | Raytools (Швейцария) | |
| Узлы станка | |||
| 1 | Станина | сварная станина | |
| 2 | Профильные направляющие | T-win (Тайвань) | |
| 3 | Шестерня-рейка | T-win (Тайвань) | |
| 4 | Серводвигатели | Schneider (Франция) | |
| 5 | Редуктор | Motoreducer (Франция) | |
| 6 | Подшипник | NSK (Япония) | |
| 7 | Пневматические компоненты | SMC (Япония) | |
| 8 | Электронные компоненты | Schneider (Франция) | |
| Системы ЧПУ и программного обеспечения | |||
| 1 | Система ЧПУ | CypCut (Китай) | |
| Вспомогательное оборудование | |||
| 1 | Водяной чиллер | Hanli (Китай) | |
| 2 | Вентилятор 1,5 кВт | ||
| 3 | Компьютер | ||
Особенности конструкции

Сварная станина
Станина сварена из высококачественных труб и имеет дополнительное утяжеление. Станина подвержена высокотемпературному отжигу, значительно повышающему ее прочность, твердость, износостойкость. Характеризуется большим весом, прочностью и надежностью.
Литой алюминиевый портал
Портал 5 поколения - благодаря термообработке и полному циклу искусственного старения достигается максимальная твердость, прочность, пластичность портала. Модернизированный портал обеспечивает стабильность конструкции и сверхвысокую скорость реакции и динамичность.
Лазерный источник Raycus
Серия волоконно-оптических лазеров третьего поколения с одним модулем. Бренд №1 в Китае. Запатентованная конструкция для бесперебойной работы и легкого обслуживания. Устойчивый к суровым условиям окружающей среды. Синхронизированное управление лазерным источником. Прямое управление всеми функциями оптоволоконного лазера. Ресурс работы 100 000 моточасов.
Режущая голова с автофокусом Raytools BM110
Серия BM110 - это лазерные режущие головы с автофокусировкой, выпущенные компанией Raytools AG в 2019 году для оптоволоконных лазеров мощностью до 3 кВт. Имеют встроенный привод, который управляет фокусирующей линзой с помощью линейного механизма для автоматического изменения положения в пределах 24 мм. Пользователь может настроить программу непрерывной фокусировки, которая позволяет выполнять высокоскоростную перфорацию толстых пластин и резку листов различных толщин и типов металлов в автоматизированном режиме. Конструкция лазерной головы позволяет ей работать непрерывно и стабильно в течение длительного времени при высокой мощности.В голове BM110 применяются линзы диаметром D30.
• Оптимизированная оптическая конфигурация, плавная и эффективная конструкция воздушного потока;
• Диапазон автофокуса составляет +10 ~ -14 мм, точность регулировки 0,05 мм;
• Максимальное ускорение привода фокусирующей линзы 10 м/с², максимальная скорость 6 м/мин;
• Защитные стекла φ24,9х1,5 мм и φ27,9х4,1 мм;
• В конструкции используется держатель линз выдвижного типа, что делает замену линз быстрой и простой;
• Вес ~5 кг.

Система управления Cypcut
1 - автоматическая расстановка точек входа лазера.2 - настройки векторов для резки.
3 - Установка очереди реза.
4 - Управление головой лазера и самим лазером.
Импорт файлов.
Основные форматы DFX, PLT, AI и G-code
LXD - это родной формат программы.

Высокоточные направляющие T-win
Перемещение лазерной головки осуществляется по линейным направляющим T-win (Тайвань). Направляющие производства T-win отвечают всем международным и европейским стандартам и производится с непрерывным контролем качества. Линейные направляющие T-win имеют следующие выдающиеся особенности: плавный ход, высокая точность и надежность, большая грузоподъемность, уплотненные каретки, низкое трение, низкий уровень шума, легкость установки.
Сервоприводы Schneider
Высокая амортизация, хорошая ригидность, может выдерживать высокие скорости и ускорение. Линейные направляющие обеспечивают высокие скорости, высокую точность, высокую надежность.
Редуктор Motoreducer (Франция)
Присутствует зубчатая передача с двойной поддержкой на закаленных и отшлифованных валах с полностью укомплектованными игольчатыми подшипниками, за счет этого увеличивается крутильная жесткость. Зазор ≤ 3 минут. Стандартные операционные диапазон температур -15℃ до 45℃. Стандарт защиты расклассифицированный IP 65.
Автоматическая система смазки
Все подвижные механизмы станка закрыты защитными кожухами для предотвращения попадания крупно и мелкодисперсной металлической пыли. Для удобства эксплуатации лазерный комплекс оснащён централизованной системой автоматической смазки. Система подаёт смазывающую жидкость в подвижные элементы с заданным давлением и интервалом.
Водяной чиллер Hanli
Чиллер обеспечивает охлаждение лазерного источника и лазерной головы с автоматическим поддержанием температуры в заданном эксплуатационном диапазоне.Таблица зависимости скорости резания от выходной мощности волоконного лазера, используемых газов, вида материала и толщины заготовки.
| Мощность источника | 1000Вт | 1500Вт | 2000Вт | 3000Вт | 4000Вт | 6000Вт | |
| Материал / Газ | Толщина, мм | Скорость, м/мин | |||||
Углеродистая (Кислород) |
1 | 10 | 22 | 26 | 34 | 38 | 42 |
| 2 | 6,2 | 6,8 | 7,2 | 7,5 | 7,8 | 8,2 | |
| 3 | 3 | 3,6 | 4 | 4,4 | 5 | 5,5 | |
| 4 | 2,2 | 2,8 | 3,2 | 3,8 | 4,4 | 5 | |
| 5 | 1,8 | 2,4 | 2,8 | 3,2 | 3,4 | 3,6 | |
| 6 | 1,6 | 2 | 2,4 | 2,8 | 3,2 | 3,4 | |
| 8 | 1,2 | 1,4 | 1,6 | 2,2 | 2,6 | 3 | |
| 10 | 0,8 | 1 | 1,2 | 1,6 | 2 | 2,4 | |
| 12 | 0,8 | 1 | 1,4 | 1,8 | 2 | ||
| 14 | 0,6 | 0,7 | 1 | 1,2 | 1,3 | ||
| 16 | 0,6 | 0,8 | 1 | 1,1 | |||
| 18 | 0,7 | 0,9 | 1 | ||||
| 20 | 0,6 | 0,8 | 0,9 | ||||
| 22 | 0,5 | 0,7 | 0,8 | ||||
| 24 | 0,4 | 0,6 | |||||
| 26 | 0,4 | ||||||
| 1000Вт | 1500Вт | 2000Вт | 3000Вт | 4000Вт | 6000Вт | ||
Нержавеющая (Азот) |
1 | 23,8 | 26,4 | 30 | 34 | 38 | 41,4 |
| 2 | 10,8 | 11,9 | 12,7 | 15,4 | 24,4 | 28,6 | |
| 3 | 2,3 | 4,1 | 6,1 | 8,6 | 12,8 | 15,8 | |
| 4 | 1,3 | 2,2 | 4,2 | 5,5 | 7,4 | 9,4 | |
| 5 | 0,7 | 1,2 | 2 | 4,3 | 5,1 | 6 | |
| 6 | 1 | 1,8 | 3,1 | 3,8 | 4,7 | ||
| 8 | 0,9 | 2 | 2,4 | 3,3 | |||
| 10 | 0,8 | 1,1 | 1,3 | ||||
| 12 | 0,5 | 0,7 | 1,1 | ||||
| 14 | 0,6 | 0,8 | |||||
| 16 | 0,6 | ||||||
Получаемые изделия












Факторы, влияющие на процесс резки
-
Мощность лазера
Мощность лазера является одним из самых важных факторов в процессе лазерной обработки материалов.Снижение мощности лазерного луча используется, когда нам необходима высокая точность вырезывания. С другой стороны, более толстые и прочные материалы требуют более высокой мощности лазерного луча.
-
Частота импульса
Частота импульса - это некоторая величина, пропорциональная мощности лазера. Современные лазеры обладают усовершенствованными функциями управления процессом резки, которые позволяют автоматически повышать или понижать частоту импульса в зависимости от обрабатываемого материала.
-
Тип газа, используемого при резке
Для того, чтобы процесс резки был эффективным и безопасным, для резки различных видов материалов требуются определенные типы газа. Древесина, например, является воспламеняющимся материалом и исключает применение кислорода при резке во избежании пожаров. С другой стороны, кислород можно использовать при резке металлических поверхностей, не содержащих оксиды.
Тип газа не является единственным фактором, влияющим на процесс. Качество газа не менее важно. один и тот же газ с различной частотой будет по-разному влиять на процесс резки (как на время, так и качество резки).
-
Давление газа
Давление газа в лазере является еще одним важным фактором. От давления газа зависит толщина разрезаемого материала. Чем тоньше материал, тем ниже должно быть давление газа, в противном случае существует риск повреждения материала и лазерного устройства.
-
Диаметр сопла
Режущие сопла существенно влияют на процесс резки лазером. Например, когда мы имеем дело с низким давлением лазерной резки, требуются сопла меньшего диаметра. И наоборот, когда обрабатываемый материал требует более высокого давления для резки, тогда нужно использовать сопла более крупного диаметра.
-
Расстояние от сопла до поверхности обрабатываемого материала
Расстояние от сопла до разрезаемой поверхности очень важно для качественного результата лазерной резки. Как правило, чем меньше расстояние между соплом и поверхностью, тем точнее и качественнее результат резки. Но в ряде случаев рекомендуется увеличить это расстояние для того, чтобы предотвратить повреждение оборудования.
| Мощность лазера | 1500 Вт |
| Лазерный источник | Raycus
|
| Длина волны | 1080 Нм |
| Обрабатываемая площадь (X,Y), мм | 3000x1500 |
| Ход по оси Z, мм | 120 |
| Макс. скорость холостого хода | 140 м/мин |
| Ускорение | 1.2G |
| Точность позиционирования (X,Y,Z) | ±0,02 мм |
| Мощность серводвигателей | ось X - 1000 Вт, ось Y - 1000 Вт, ось Z - 400 Вт |
| Питание | 380В 50Гц/60Гц 60A
|
| Потребляемая мощность, не более | 17 кВт |
| Вес станка | 3000 кг |
| Габариты | 4360×2290×1920 мм |
Похожие товары







Станкофф.RU
420127, Россия, Татарстан, Казань, ул. Фатыха Амирхана, 42а
+7 (800) 5555770