Рекомендации по эксплуатации фрез для продольного сращивания древесины

+7 (995) 888-07-02



Детальное описание
I. Установка фрез на шпиндель шипорезного станка.
1.1. Перед установкой фрез обеспечить чистоту шпинделя шипорезного станка.
1.2. Установить фрезы в порядке нумерации, выбитой на фрезах и кольцах, начиная с установки фрезы №1 (рис. 1). Каждая последующая фреза устанавливается со смещением ножей относительно предыдущей фрезы на 45°, при этом штифт должен войти в соответствующее отверстие. Второе отверстие под штифт предназначено для расположения ножей на всех фрезах в одну линию для последующей заточки при наличии необходимого заточного оборудования.
II. Работа фрез на станке.
2.1. Перед началом работы обязательно проверить затяжку винтов крепления.
2.2. Предварительная калибровка заготовок обеспечит более качественное шипование и возможность последующего подбора заготовок по текстуре.
2.3. Присутствие на шипуемых заготовках пыли, песка и прочих абразивных материалов значительно сокращает долговечность работы ножей.
2.4. Рекомендуется работать на следующих режимах:
– Количество оборотов шпинделя с установленными фрезами должно быть в пределах 3–4,5 тыс. об/мин.
Повышенные обороты приводят к “подгоранию” режущих кромок ножей фрезы, которое существенно уменьшает ресурс работы этого инструмента.
– скорость подачи заготовок 5–8 м/мин. – механическая подача заготовок увеличивает срок службы фрезы до переточки.
2.5. При использовании фрез обязательно необходимо обеспечить надежный горизонтальный и желательно вертикальный прижимы заготовок.
Несоблюдение этих рекомендаций приводит к поломке ножей вследствие подрыва заготовок.
2.6. Рекомендуется установка регулируемой торцовочной пилы перед фрезой. Это позволяет увеличить срок службы ножей между переточками в 3–4 раза и обеспечить получение качественного смыкания обработанных торцов заготовок (рис. 2).
Перемещением регулируемой торцовочной пилы достигается выполнение зашиповки, обеспечивающей плотность соединения заготовок даже после многократной переточки ножей.
2.7. Требуется не допускать чрезмерного затупления ножей. Критерием затупления является невозможность обеспечить плотность смыкания даже регулировкой торцовочной пилой.
2.8. Если станок, на котором производится зашиповка заготовок под сращивание, не оборудован регулируемой торцовочной пилой и прижимом, приобрести их можно у нас, либо изготовить самому, но наличие этих устройств обязательно.
III. Переточка ножей, уход за фрезой.
3.1. Техническое обслуживание является одним из важнейших факторов, который поможет правильно и эффективно эксплуатировать фрезы. В конце каждого рабочего дня необходимо удалить налипшую смолу на корпусе и ножах фрезы кисточкой, смоченной в солярке, а в конце рабочей недели опустить фрезы в емкость, заполненную соляркой. Это необходимо делать из-за того, что налипшая смола приводит к “подгоранию” ножей и, как следствие, к их отпуску, что существенно уменьшает ресурс работы фрезы.
Также замачивание фрез в солярке позволяет легко откручивать крепежные винты для снятия ножей при переточке.
3.2. Переточка ножей фрез может выполняться двумя способами:
– без снятия ножей;
– со снятием ножей.
Для выполнения переточки без снятия ножей необходимо установить фрезы с расположением ножей по одной линии (см.п.1.2). Такая заточка выполняется при наличии специализированного заточного оборудования и подготовленного персонала по его обслуживанию.
При отсутствии такого специализированного оборудования все ножи снимаются и заточка осуществляется одновременным шлифованием всех ножей по передней плоскости. Для этого ножи выкладываются в ряд по упору на магнитном столе плоскошлифовального станка и снимается слой 0,08...0,1 мм (рис.3).
3.3. В результате переточек допускается утончение ножей до 4 мм (40–50 переточек).
3.4. После заточки все ножи промыть в солярке для снятия абразива от шлифовального круга.
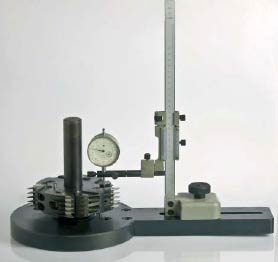
3.5. Установку ножей после переточки необходимо контролировать стрелочным индикатором в соответствии с рис.4. Ножка индикатора при этом устанавливается на режущую кромку. Перепад между рядом стоящими ножами должен соответствовать паспортному шагу данной фрезы с допуском ± 0,01 мм. Перед установкой ножей посадочные места необходимо очистить кисточкой.
Похожие товары





Станкофф.RU
420127, Россия, Татарстан, Казань, ул. Фатыха Амирхана, 42а
+7 (800) 5555770