Листогибочный 2-осевой гидравлический пресс HBM 200/3200С TP10S





Контакты

Альберт
+7 (995) 888-07-13
Реклама Рекомендуем предложения



Детальное описание
Особенности

Система управления TP10S (2 осевой с ЧПУ)
Современная система управления с ЧПУ TP10S позволяет осуществлять контроль 2 осей листогибочных гидравлических прессов. При этом, поддержка работы с серводвигателем оси Х, позволяет корректировать и осущетсвлять точную настройку на необходимые размеры гиба. Дисплей имеет сенсорную панель для простоты и удобства управления, а также интуитивный функционал заимствованный у Европейских лидеров в сфере производства программного обеспечения для листогибочных гидравлических прессов.
Гидравлическая помпа SUNNY (США)
Обеспечивает надёжную работу гидравлической системы, за счет высоких эксплуатационных показателей и признанной мировыми производителями надежности.
Контроль положения верхней балки и балки заднего упора
Точное срабатывание и высокая отзывчивость. Нет необходимости постоянной корректировки. Автоматически корректируется с помощью серводвигателей и энкодеров.
Электрокомпоненты SCHNEIDER (ФРАНЦИЯ)
Промышленный изолированный электрошкаф, надежно защищает электрокомпоненты от воздействия внешней среды, пыли, влаги и т.д. Удобный и быстрый доступ.
Главный двигатель SIEMENS (ГЕРМАНИЯ)
Серия SIEMENS BEIDE - это высокоэффективный двигатель, изготовленный SIEMENS ltd в соответствии со стандартом IEC & GB на дочернем предприятии Siemens Standard Motors Ltd. (SSML).
Гидравлические цилиндры
Обеспечивают создание давящего усилие на РАМ пресса, который перемещается сверху вниз, осуществляет механическую деформацию подаваемого в зону обработки материала (процесс гибки).
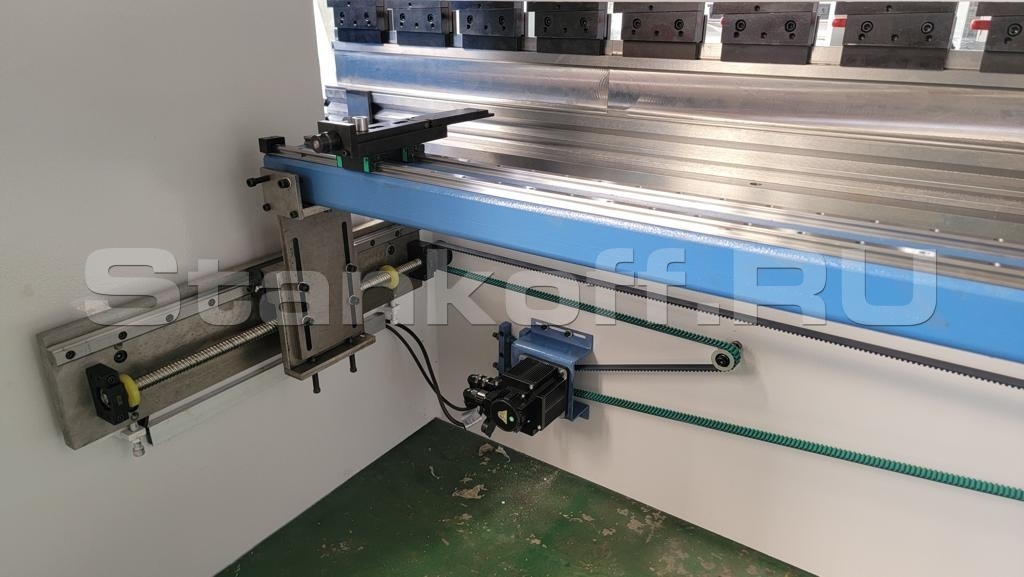
Высокоточные задние упоры (сервоприводы)
Автоматическая регулировка балки задних упоров по оси Х – относительно оператора вперед/назад, осуществляется с помощью серводвигателя. Это обеспечивает наилучшую точность и скорость перемещения. Блок задних упоров с приводом ШВП - HIWIN (Тайвань), благодаря чему достигается высочайшая точность позиционирования. Для удобства, станки начиная от 63 тонны оснащены 3 упорами, а не 2-умя как на большинстве аналогичных моделей конкурентов.
Ручная регулировка балки задних упоров по высоте (ось R)
Ручная регулировка балки задних упоров по оси R – относительно оператора вверх/вниз.
Быстросменный инструмент тип PROMECAM
Станок оснащен быстросменной системой фиксации инструмента. Наиболее подходит при гибке небольших заготовок сложной формы, с одновременной установкой нескольких разных сегментов пуансонов.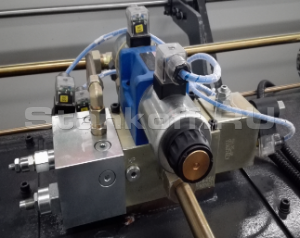
Гидравлическая система BOSCH-REXROTH (ГЕРМАНИЯ)
Гидравлическая система ведущего мирового производителя. Оптимальное распределение нагрузки и давления системы, благодаря клапанам немецкого качества.
Гибочный инструмент
Станок укомплектован стандартным широкоуниверсальным комплектом гибочного инструмента (пуансон + матрица). Данный инструмент позволяет производить гибы с углами – от 90 и более градусов.Матрица V образная многоручьевая, для гиба разных толщин металла. Возможно применение специализированного инструмента. Изготавливается под заказ. По запросу.


Компенсация прогиба (ручная)
Система компенсации прогиба (Бомбирование) – механизм компенсирующий прогиб балки, а в следствии и нарушения угла гиба заготовки. Прогиб появляется в момент давления балки на лист, усилием развиваемым гидравлическими цилиндрами.Необходимость применения систем компенсации прогиба важна, учитывая, что гибочные балки зафиксированы к станине по краям, и в процессе гиба, испытывают упругую деформацию в центральной части. В этом случае длинные детали сгибаются неравномерно. Посередине угол гиба получается меньше, чем по краям. На листогибочном гидравлическом прессе MetalTec, установлена ручная система компенсации прогиба, позволяющая предотвратить или частично/полностью компенсировать прогиб балки, тем самым получить качественный гиб с постоянным углом по всей длине.
*Станки с длиной гиба 3200 мм

Синхронизация гидроциллиндров
Синхронизация гидроцилиндров происходит посредством торсионного вала. Принудительная жесткая синхронизация.


ЧПУ система управления TP10S
TP10S — это мощная и производительная система управления, специально разработанная для листогибочных гидравлических прессов с ЧПУ, с поддержкой управления 2 осевой обработки.Простота, удобство и функциональность, главные преимущества, благодаря которым система управления с ЧПУ TP10S прочно занимает лидирующие позиции среди аналогов:
7-дюймовый цветной сенсорный TFT-экран и высокая контрастность.
Простые и информативные диалоговые страницы программирования, большие клавиши, простота и легкость в эксплуатации.
Более быстрая и надежная связь CAN между контроллером и приводами.
Полное программирование для эффективного массового производства с несколькими изгибами и высокая точность повторяемости.
Интерактивный дисплей и система оповещения об ошибках и авариях.
Автоматический расчет угла и длины функций изгиба. Достаточно установить угол гиба, система. автоматически рассчитает глубину опускания слайдера.
Конфигурируемое перемещение заднего упора в процессе гибки.
Удобное графическое управление инструментами контроллера.
Высокая надежность и защита от ошибок оператора.
Таблица конфигурации для настройки последовательности клапанов.
Программное ограничение хода.
Отличительные особенности
- Поддержка управления сервоприводами по 2 осям.
- Сенсорный экран с цветным дисплеем высокой четкости.
- Программирование угла, система автоматически рассчитывает глубину гиба.
- Возможность гибки радиусных деталей.
- Управление положением слайдера (верхней балки).
- Управление положением заднего упора.
- Установка времени удержания давления.
- Тип таблицы или тип меню - два интерфейса программирования для удобства.
- Доступно сохранение 16 программ, каждая программа 25 рабочих шагов.
- Поддержка USB-копирования пользовательской программы и параметров пресс-формы.
- Внесение параметров гибочного инструмента.
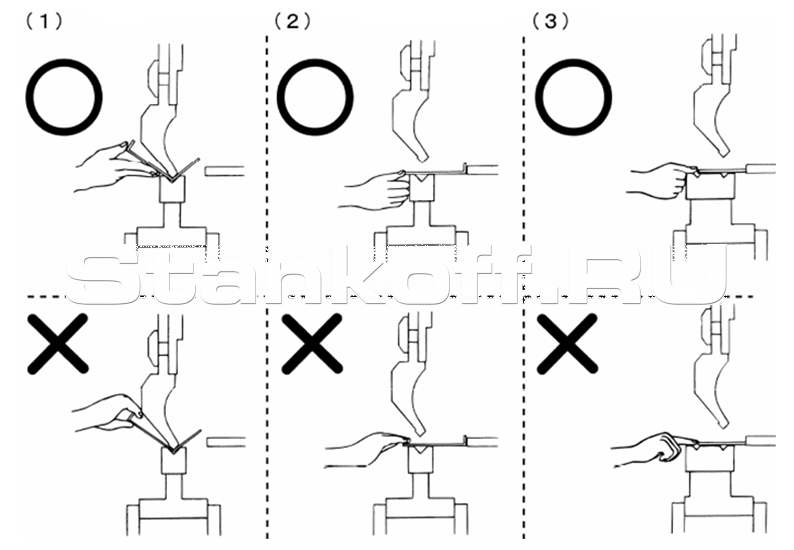
Меры безопасности при работе
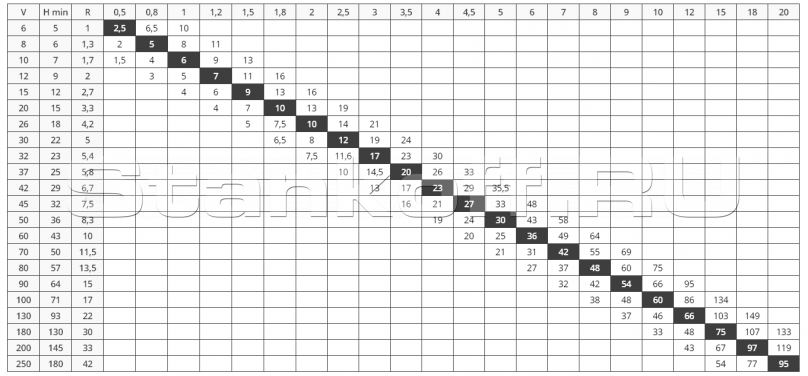
Рассчет усилия на длину гиба заготовки - 1 метр
| Усилие, Т | 200
|
|
| Длина гиба, мм | 3200 | |
| Расстояние между колоннами, мм* | 2600 | |
| Глубина зева, мм* | 320 | |
| Ход пуансона, мм* | 160 | |
| Высота раскрытия, мм* | 440 | |
| Ход заднего упора, мм* | 600 | |
| Скорость | Скорость подачи, мм/с | 120 |
| Рабочая скорость, мм/с | 8,5
|
|
| Скорость возврата, мм/с | 90 | |
| Главный двигатель | Модель | Y160L-4B5 |
| Мощность, кВт | 15 |
|
| Обороты, об/мин | 1440 | |
| Габаритные размеры*, мм | ||
| Длина | 3300 | |
| Ширина | 2100 | |
| Высота | 2800 | |
| Масса, кг | 11000 | |
| *Некоторые параметры могут быть изменены заводом-производителем (без изменения свойств оборудования), в следствие постоянной модернизации оборудования и оптимизации производственного цикла. | ||
Похожие товары










Каталог
Компания
Станкофф.RU
420127, Россия, Татарстан, Казань, ул. Фатыха Амирхана, 42а
+7 (800) 5555770
Социальные группы