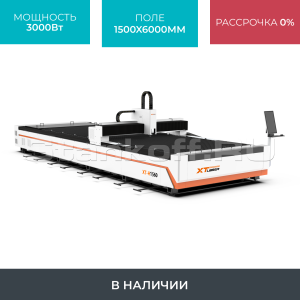
Оптоволоконный лазерный станок малого формата для резки металла XTC-6060Q/3000 Raycus




+7 (995) 888-07-04



Детальное описание
Применение
Станки прецизионной лазерной резки металла серии XTC-6060Q представляют собой компактный моноблок, в котором объединены прецизионный стол с приводами, лазерный излучатель и система управления и питания. Небольшие размеры позволяют использовать станки в небольших производствах и лабораториях для точной резки металлических изделий различного назначения. Применяются для изготовления корпусных панелей телефонов, фрез, кухонных плит, осветительных приборов, деталей мебели, а также аксессуаров и комплектующих прочего мелкого и крупного оборудования.
Комплектация
| Режущая головка с автофокусом |
Raytools (Швейцария) |
| Зубчатая передача «шестерня-рейка» | LAAK (Тайвань) |
| Высокоточные направляющие | Pek (Италия) / LAAK (Тайвань) |
| Сервопривод и привод |
Fuji (Япония) |
| Редуктор | Taifu (Китай) |
| Источник излучения | Raycus (Китай) |
| Система ЧПУ и софт | Cypcut (Китай) |
| Водяное охлаждение - чиллер |
Hanli / S&A (Китай) |
| Пропорциональный клапан |
Aventics (Германия) |
| Электрические компоненты | Schneider (Франция) |
| Вентилятор |
Особенности конструкции

Защитная кабина
Станок в закрытом исполнении обеспечивает полную безопасность работы.Смотровое окно выполнено из специально защитного стекла по европейским стандартам.
Станок полностью экологичен. Дым удаляется через систему фильтров, не загрязняя атмосферу.
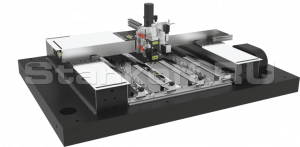
Мраморная столешница
Рама имеет мраморную структуру, которая имеет хорошую общую жесткость и высокую прочность; корпус балки имеет легкую конструкцию, которая имеет хорошие характеристики ускорения и точно обрабатывается портальным фрезерным станком с ЧПУ для обеспечения точного движения.
Литой алюминиевый портал
Высокопрочный литой портал 5-го поколения изготовлен из авиационного алюминия. Данный сплав отличается повышенной прочностью, легкостью, пластичностью и стойкостью к коррозии, благодаря особой методике закалки в течение длительного времени в агрессивной атмосферной среде, которую называют «эффектом старения».Металл портала подвергается прессованию весом в 4300т. После закалки его прочность может достигать класса T6, что является показателем максимальной твердости и прочности сплава. Характеристики сплава не только существенно увеличивают срок эксплуатации портала, но и значительно увеличивают скорость обработки материала.
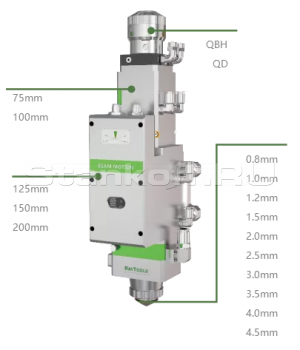
Режущая голова с автофокусом Raytools BM110
Серия BM110 - это лазерные режущие головы с автофокусировкой, выпущенные компанией Raytools AG в 2019 году для оптоволоконных лазеров мощностью до 3 кВт. Имеют встроенный привод, который управляет фокусирующей линзой с помощью линейного механизма для автоматического изменения положения в пределах 24 мм. Пользователь может настроить программу непрерывной фокусировки, которая позволяет выполнять высокоскоростную перфорацию толстых пластин и резку листов различных толщин и типов металлов в автоматизированном режиме. Конструкция лазерной головы позволяет ей работать непрерывно и стабильно в течение длительного времени при высокой мощности.В голове BM110 применяются линзы диаметром D30.
• Оптимизированная оптическая конфигурация, плавная и эффективная конструкция воздушного потока;
• Диапазон автофокуса составляет +10 ~ -14 мм, точность регулировки 0,05 мм;
• Максимальное ускорение привода фокусирующей линзы 10 м/с², максимальная скорость 6 м/мин;
• Защитные стекла φ24,9х1,5 мм и φ27,9х4,1 мм;
• В конструкции используется держатель линз выдвижного типа, что делает замену линз быстрой и простой;
• Вес ~5 кг.

Лазерный источник Raycus
Серия волоконно-оптических лазеров третьего поколения с одним модулем. Бренд №1 в Китае. Запатентованная конструкция для бесперебойной работы и легкого обслуживания. Устойчивый к суровым условиям окружающей среды. Синхронизированное управление лазерным источником. Прямое управление всеми функциями оптоволоконного лазера. Ресурс работы 100 000 моточасов.
Сервоприводы Fuji
Предназначены для управления скоростью, крутящим моментом и положением подвижных деталей механизмов. Быстрое и точное регулирование момента и скорости обеспечивается за счет использования контура обратной связи с функцией автоматической подстройки в реальном времени, которая обеспечивает превосходные динамические характеристики. Сервосистемы Fuji Electric характеризуется самой современной технологией, простым управлением и чрезвычайно компактным исполнением.
Редуктор Taifu
Редукторы Taifu представляют передовые технологии, обеспечивая высокий контроль над точностью в сравнении с многими другими брендами. Эти редукторы оснащены полностью закрытыми подшипниками с маслостойкими и высокотемпературными уплотнениями, предотвращающими утечку смазочного масла при высоких скоростях. Обеспечивает повышенную концентричность, плавную работу, минимальные вибрации и шум, а также высокую эффективность передачи. Кроме того, редукторы Taifu изготовлены из высококачественной сплавной стали, обработанной методом карбонитридного закалывания для улучшения стойкости к износу.
Зубчатая передача «шестерня-рейка» LAAK
Зубчатые передачи LAAK характеризует:• геометрическая точность всех размеров,
• прямизна, параллельность и перпендикулярность поверхностей,
• твердость закаленной поверхности, а также глубокий слой закалки.
Зубчатая рейка в отличие от шарико-винтовой пары дает инженерам больше возможностей для создания длинных дистанций перемещения, так как винтовая пара имеет ограничения по длине, ввиду провисания, профиль же зубчатых реек позволяет избежать провисания на больших длинах. Возможно как перемещение рейки относительно неподвижной шестерни, так и шестерни (вместе с приводом) относительно рейки.
Высокоточные направляющие PEK/LAAK
Перемещение портала и лазерной головки осуществляется по линейным направляющим PEK/LAAK (Тайвань). Направляющие отвечают всем международным и европейским стандартам и производится с непрерывным контролем качества. Особенности: плавный ход, высокая точность и надежность, большая грузоподъемность, уплотненные каретки, низкое трение, низкий уровень шума, легкость установки.
Автоматическая система смазки
Все подвижные механизмы станка закрыты защитными кожухами для предотвращения попадания крупно и мелкодисперсной металлической пыли. Для удобства эксплуатации лазерный комплекс оснащён централизованной системой автоматической смазки. Система подаёт смазывающую жидкость в подвижные элементы с заданным давлением и интервалом.
Пропорциональный клапан Aventics
Высокоэффективный и экономичный пропорциональный клапан с цифровым управлением, который идеально подходит для регулирования давления. Отличается компактным размером и простой в использовании модульной конструкцией. Клапан имеет низкое энергопотребление и малое время отклика.
Система управления FSCUT 2000
Включает в себя контроллеры и программное обеспечение станком Cypcut. Эти программы поддерживают самые распространенные форматы векторных чертежей ADOBE ILLUSTRATOR и DXF, чего более чем достаточно для любого производства. Обе программы включают в себя не только особые функции для резки, но и встроенный векторный редактор.Режимы и функции резки:
Flycut (флайкат) – для быстрой резки круглых и прямоугольных отверстий. Флайкат — это режим выбора стратегии резки прямоугольных и круглых отверстий. Это позволяет двигаться рабочей голове непрерывно по кратчайшей траектории. Актуален только для тонких материалов до 1 мм. (показать разницу в резке в обычном режиме и режиме флайкат на видео с секундомером и расходом газа в час).
Coedge (коэдж) – для сокращения времени выполнения операции; Убирает повторяющиеся линии. Чтобы не резать два раза по одной и той же линии.
Edge Seek (Эдж сик) – Определение положения листа на столе. У FSCUT2000 — этот процесс полностью автоматизирован: достаточно задать размеры листа и станок сам находит его.
Nesting (нестинг) – для сокращения расхода материала и ускорения работы. Выкладывает детали на листе самым выгодным образом.
Brige (бридж) – мостики чтобы детали не вставали на ребро. Это спасает рабочую голову от столкновения с деталями в процессе работы.
Path cool (путь охлаждения резки). Охлаждает разрезанный материал. Позволяет делать точки охлаждения, например, чтобы охлаждать углы от пережигания.
Ring Cut (ринг кат), станок в процессе резки не останавливается на углу, а делает петлю, чтобы не пережечь угол.
3-stage pierce (трёхэтапная пробивка, для больших толщин) Толстые материалы перед резкой пробиваются в 3 стадии.
Pre pierce (Предварительная пробивка) точек. Станок сначала проезжает и пробивает отверстия в нужных точках, это ускоряет работу при резке толстых материалов и позволяет добиться лучшего качества реза, чаще применяется на более мощных металлорезчиках.

Дистанционный пульт управления
Позволяет оператору выполнять наиболее востребованные действия, не подходя к ЧПУ. Запуск/остановка программ, обратный ход, увеличение/уменьшение фокусного расстояния, изменение скорости подачи. Позволяет сократить время позиционирования режущей головы на 30%. Дает возможность контролировать раскрой и оперативно реагировать при необходимости.
Водяной чиллер
Автоматический чиллер для охлаждения излучателей лазерных станков.Этот чиллер имеет большую мощность, что позволяет непрерывно охлаждать лазерную систему. Регулировка температуры осуществляется в автоматическом режиме.

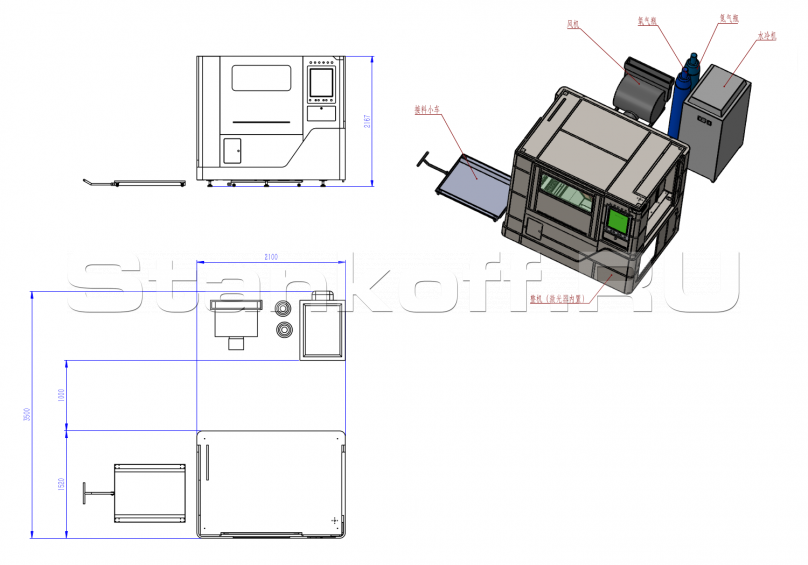
Вытяжной вентилятор
Вытяжной вентилятор используется для удаления газов горения. Для подключения вентилятора необходимо предусмотреть удаленное выключение. Если в помещении предусмотрена система очистки воздуха, можно подключить вентилятор к этой системе.Габаритные размеры
Расходники
| Название | Расход, шт./месяц | Срок службы, моточасы | В комплекте, шт. |
| Сопло | 1-2 | 500 | 10 |
| Защитное стекло | 2 | 500 | 1 |
| Фокусирующая линза | 0,1 | 1500-2000 | 1 |
| Керамическое кольцо | 0,08 | 4000 | 1 |
Получаемые изделия




Преимущества
- Низкая стоимость и низкие эксплуатационные расходы:
экономия энергии и экологичность. Коэффициент фотоэлектрического преобразования составляет 25% — 30%. Расход электроэнергии составляет 20%—30% от общего расхода станка с СО2 лазерами. Волоконная линия передачи не требует отражающей линзы, тем самым снижая расходы на техобслуживание и текущий ремонт;
- Идеальный промышленный дизайн
в соответствии с современными требованиями эргономики. Компактная конструкция, легко адаптируемая к производственным требованиям. Все установки спроектированы с помощью CAD, CAM и CAE – это технологии, состоящие в использовании компьютерных систем для анализа геометрии, моделирования и изучения поведения продукта для усовершенствования и оптимизации его конструкции;
- Простая программа
для чертежей резки с автоматически регулируемой скоростью подачи и выходной мощностью для каждого изготавливаемого с помощью ЧПУ изделия;
- Высокая производительность
высокая скорость резки, качественный рез, быстрая перенастройка на различные толщины;
- Легкость в использовании и безопасность:
простая и безопасная система смены сопел с сохранением центрирования луча, быстрая замена защитного стекла, автоматический контроль высоты резки, система аварийного оповещения;
- Доступность запасных частей
Таблица зависимости скорости резания от выходной мощности волоконного лазера, используемых газов, вида материала и толщины заготовки.
| Мощность источника | 1000Вт | 1500Вт | 2000Вт | 3000Вт | 4000Вт | 6000Вт | |
| Материал / Газ | Толщина, мм | Скорость, м/мин | |||||
Углеродистая (Кислород) |
1 | 10 | 22 | 26 | 34 | 38 | 42 |
| 2 | 6,2 | 6,8 | 7,2 | 7,5 | 7,8 | 8,2 | |
| 3 | 3 | 3,6 | 4 | 4,4 | 5 | 5,5 | |
| 4 | 2,2 | 2,8 | 3,2 | 3,8 | 4,4 | 5 | |
| 5 | 1,8 | 2,4 | 2,8 | 3,2 | 3,4 | 3,6 | |
| 6 | 1,6 | 2 | 2,4 | 2,8 | 3,2 | 3,4 | |
| 8 | 1,2 | 1,4 | 1,6 | 2,2 | 2,6 | 3 | |
| 10 | 0,8 | 1 | 1,2 | 1,6 | 2 | 2,4 | |
| 12 | 0,8 | 1 | 1,4 | 1,8 | 2 | ||
| 14 | 0,6 | 0,7 | 1 | 1,2 | 1,3 | ||
| 16 | 0,6 | 0,8 | 1 | 1,1 | |||
| 18 | 0,7 | 0,9 | 1 | ||||
| 20 | 0,6 | 0,8 | 0,9 | ||||
| 22 | 0,5 | 0,7 | 0,8 | ||||
| 24 | 0,4 | 0,6 | |||||
| 26 | 0,4 | ||||||
| 1000Вт | 1500Вт | 2000Вт | 3000Вт | 4000Вт | 6000Вт | ||
Нержавеющая (Азот) |
1 | 23,8 | 26,4 | 30 | 34 | 38 | 41,4 |
| 2 | 10,8 | 11,9 | 12,7 | 15,4 | 24,4 | 28,6 | |
| 3 | 2,3 | 4,1 | 6,1 | 8,6 | 12,8 | 15,8 | |
| 4 | 1,3 | 2,2 | 4,2 | 5,5 | 7,4 | 9,4 | |
| 5 | 0,7 | 1,2 | 2 | 4,3 | 5,1 | 6 | |
| 6 | 1 | 1,8 | 3,1 | 3,8 | 4,7 | ||
| 8 | 0,9 | 2 | 2,4 | 3,3 | |||
| 10 | 0,8 | 1,1 | 1,3 | ||||
| 12 | 0,5 | 0,7 | 1,1 | ||||
| 14 | 0,6 | 0,8 | |||||
| 16 | 0,6 | ||||||
Качество газов
| Тип газа | Качество | Чистота газа,% | Содерж-е азота и аргона(N2 +Ar),‰ | Содерж-е воды (H2O),‰ |
| Кислород O2 | 3,5 | ≥99,95 | ≤500 | ≤5 |
| Тип газа | Качество | Чистота газа,% | Содерж-е кислорода(O2),‰ | Содерж-е воды (H2O),‰ |
| Азот N2 | 4,5 | ≥99,995 | ≤10 | ≤5 |
| Азот N2 | 5 | ≥99,999 | ≤3 | ≤5 |
Требования к условиям работы
| Электричество | Напряжение тока: 380V Частота: 50 Гц Стабильность напряжения + 5% Регулирование напряжения: <2% |
| Вспомогательный газ | Очищенный сухой сжатый воздух: Кислород (O2) особой чистоты и Азот (N2) чистотой не менее 99,9% |
| Прибор для сжатия воздуха | Давление 14 бар Объем 1 м³ |
| Температура | Диапазон температур в пределах 15-35°C. Компоненты системы не должны подвергаться воздействию прямых солнечных лучей. В случае тропических климатических условий или если температура на рабочем месте поднимается выше 35°С, рекомендуется размещать оборудование в помещении с кондиционером. |
| Влажность | Температура точки росы воздуха должна быть менее 10° для предотвращения процессов конденсации в охлажденных частях машины. |
| Фундамент | Фундамент для станка должен быть ровным и без вибраций |
| Листовой металл | Однородный, ровный и чистый |
Факторы, влияющие на процесс резки
-
Мощность лазера
Мощность лазера является одним из самых важных факторов в процессе лазерной обработки материалов.Снижение мощности лазерного луча используется, когда нам необходима высокая точность вырезывания. С другой стороны, более толстые и прочные материалы требуют более высокой мощности лазерного луча.
-
Частота импульса
Частота импульса - это некоторая величина, пропорциональная мощности лазера. Современные лазеры обладают усовершенствованными функциями управления процессом резки, которые позволяют автоматически повышать или понижать частоту импульса в зависимости от обрабатываемого материала.
-
Тип газа, используемого при резке
Для того, чтобы процесс резки был эффективным и безопасным, для резки различных видов материалов требуются определенные типы газа. Древесина, например, является воспламеняющимся материалом и исключает применение кислорода при резке во избежании пожаров. С другой стороны, кислород можно использовать при резке металлических поверхностей, не содержащих оксиды.
Тип газа не является единственным фактором, влияющим на процесс. Качество газа не менее важно. один и тот же газ с различной частотой будет по-разному влиять на процесс резки (как на время, так и качество резки).
-
Давление газа
Давление газа в лазере является еще одним важным фактором. От давления газа зависит толщина разрезаемого материала. Чем тоньше материал, тем ниже должно быть давление газа, в противном случае существует риск повреждения материала и лазерного устройства.
-
Диаметр сопла
Режущие сопла существенно влияют на процесс резки лазером. Например, когда мы имеем дело с низким давлением лазерной резки, требуются сопла меньшего диаметра. И наоборот, когда обрабатываемый материал требует более высокого давления для резки, тогда нужно использовать сопла более крупного диаметра.
-
Расстояние от сопла до поверхности обрабатываемого материала
Расстояние от сопла до разрезаемой поверхности очень важно для качественного результата лазерной резки. Как правило, чем меньше расстояние между соплом и поверхностью, тем точнее и качественнее результат резки. Но в ряде случаев рекомендуется увеличить это расстояние для того, чтобы предотвратить повреждение оборудования.
| Мощность лазера | 3000 Вт |
| Лазерный источник | Raycus |
| Длина волн | 1080 Нм |
| Качество луча | <0,373 мрад |
| Срок службы лазерного источника | 100 000 моточасов |
| Обрабатываемая площадь (X,Y) | 600x600 мм |
| Ход по оси Z | 80 мм |
| Макс. скорость холостого хода | 80 м/мин |
| Ускорение | 1.0G |
| Точность позиционирования (X,Y,Z) | ±0,004 мм |
| Питание | 3 фазы 380В 50/60 Гц |
| Рабочая температура | 15 - 35 °C |
| Рабочая влажность | <75 % |
| Мощность сервоприводов | X - 1300 Вт, Y - 1500 Вт, Z - 400 Вт |
| Графические форматы | DXF, PLT, Ai, LXD, GBX и др |
| Исполнение | закрытое |
| Габариты | 3500×2100×2167 мм |
| Вес | 1600 кг |
Похожие товары




Станкофф.RU
420127, Россия, Татарстан, Казань, ул. Фатыха Амирхана, 42а
+7 (800) 5555770