Гильотина электромеханическая с NC контроллером Q11-2х2550NC


+7 (995) 888-07-13



Детальное описание
Компактный высокопроизводительный станок предназначен для резки кровельного металла, алюминия, меди, латуни, пластика в строительных, монтажных предприятиях и производствах различной сложности. Станок оснащен качественными долговечными ножами из инструментальной легированной стали 9CrSi (российский аналог 9ХС), с твёрдостью закалки 56-60 HRC, с 2 режущими кромками на верхнем и нижнем ножах, толщина ножа 12мм. Кривошипно-шатунный механизм позволяет работать с высокой скоростью резки – до 30 циклов/минуту (в зависимости от толщины и материала.
Преимущества
- Работа станка осуществляется через PLC контроллер, ориентированный на работу в промышленном производстве (через ввод сигналов датчиков и вывод сигналов на исполнительные механизмы).
- Подсвечиваемая рабочая зона (лазерной линией реза не комплектуется).
- Переносная ножная педаль, позволяет оператору мобильно управлять гильотиной, одновременно работая с подачей листа.
- Верхний и нижний нож имеют двустороннюю заточку.
- Цифровая система управления.
- Задняя защита с блокировкой.
- Счётчик кол-ва резов отображается на NC дисплее.
- Пневматическая система поддержки листа.
- Линейный рабочий стол с шариковыми опорами.
- Моторизированный задний упор с возможностью ручной тонкой настройки.
- Движение моторизированного заднего упора задаётся и отображается на NC дисплее.
- Длина хода заднего моторизированного упора 630мм (увеличение длины упора до 1000 мм конструктивно невозможно).
- Простая и быстрая регулировка зазора между ножами.
- Рабочий ход ограничен движением хода кривошипно-шатунного механизма и не регулируется.
- Предварительная система прижима материала перед моментом резки имеет резиновое уплотнение.
- Длина передних удлинителей до режущих ножей (вкл. рабочий стол) – 600мм/600мм/657мм.
- Боковой упор для фиксации листа по 90°.
Особенности
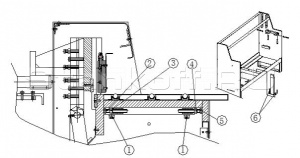
Регулировка зазора между ножами
Увеличение зазора между режущими кромками: ослабить винт 1 и гайку 3, затянуть гайку 4 для фиксации болта 5. Уменьшение зазора между режущими кромками: ослабить винт 1 и гайку 4, затянуть гайку 3 для фиксации болта 2. Проверить зазор щупом. Если зазор соответствует толщине листа, то затянуть все гайки и винты. Внимание: необходимо отрегулировать обе стороны, до регулировки ослабить гайку 6 и затянуть ее после регулировки.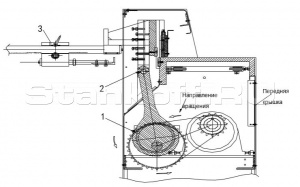
Схема смазки
Ручная смазка по точкам должна выполняться регулярно. Для смазки точек 1 и 2 необходимо снимать защитное ограждение.
Пневматическая опора
Для резки длинных заготовок используется пневматическая опора. Во-первых, необходимо подключить пневматическую линию к опоре, опора переместится вверх в ожидании заготовок. Опора будет опускаться вниз, пока работает двигатель, после окончания резки опора автоматически переместится вверх.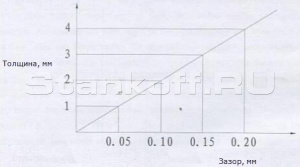
Регулировка зазора между режущими кромками
Соотношение между толщиной листа и зазора между режущими кромками.
Ножная педаль

Линейный рабочий стол с шариковыми опорами
Подсвечиваемая рабочая зона
Электрошкаф
Предварительная система прижима материала перед моментом резки имеет резиновое уплотнение
Узел регулировки зазора между ножами + стопоры

Моторизированный задний упор с возможностью ручной тонкой настройки

NC дисплей


Задняя защита с блокировкой
| Max толщина металла (σв 450 Нм²), мм | 2 |
| Марка стали (режущие ножи) | 9CrSi–Стальинструментальная легированная |
| Твердость (режущие ножи) | HRC56-60 |
| Кол-во режущих кромок на верхнем и нижнем ноже | по 2 режущие кромки |
| Размеры ножей ширина(толщина)/высота/длина, мм | 12/49/1285 (2 шт.) |
| Прочность обрабатываемого материала, Н/мм² | ≤ 450 |
| Максимальная длина реза, мм | 2550 |
| Угол резки | 1,6° |
| Максимальное число резов в минуту (в том числе с макс. нагрузкой), циклов /минуту | 30 |
| Мощность двигателя, кВт | 4 |
| Моторизированный задний упор, мм | 630 |
| Размер упаковки, мм | 3200x1160x1480 |
| Масса нетто/брутто, кг | 1900/2150 |
Похожие товары










Станкофф.RU
420127, Россия, Татарстан, Казань, ул. Фатыха Амирхана, 42а
+7 (800) 5555770