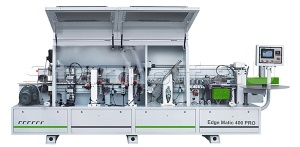
Станок для облицовывания кромок мебельных деталей WoodTec EdgeMatic 624С PRO






+7 (995) 888-07-03



Детальное описание
Предназначен для высокоскоростного облицовывания прямолинейных кромок мебельных щитов и заготовок натуральным полосовым и синтетическим рулонным материалом с автоматической перенастройкой на толщину кромки до 3 мм.
Схемы обработки





Отличительные особенности
- Пневматическая перенастройка с пульта на 4 вида кромки фрезерного и циклевочного узлов;
- 2 Фрезерных узла для чистового снятия свесов по пласти;
- Узел предварительного фрезерования оснащен алмазными фрезами;
- 2 Фрезерных узла для снятия свесов по пласти;
- Два узла нанесения жидкостей: разделительная и очистительная;
- Двухмоторная обкатка углов;
- Радиусная и плоская цикли;
- Пневмо-отрыватель стружки (ворсы);
- 2 узла полировки кромки;
- Механизм подъема/опускания прижимной траверсы оснащен электроприводом.
Конструктивные особенности

Панель управления
Управление осуществляется с помощью пульта с монитором «Touch Screen». Экран дисплея отображает настройки и рабочие параметры: температуру клея, индикацию работы узлов станка. Простое и понятное включение всех узлов. В случае неисправности на дисплее появляется описание неисправности. При необходимости настройки можно перепрограммировать и перенастроить узлы чистового снятия свесов и радиусной цикли, включение в работу которых управляется с этого пульта.
Блокировка подачи
Блокируется подача детали на входе в станок при недопустимом расстоянии между заготовками. Блокировка срабатывает автоматически, предохраняя от повреждения агрегаты.
Подача разделяющей жидкости
Узел подачи разделяющей жидкости, расположен перед узлом предварительного фрезерования торца заготовки и предназначен предотвратить налипания клея на поверхность панели. 2 форсунки одновременно наносят жидкость сверху и снизу заготовки. Регулировка подачи необходимого количества жидкости. Улучшает обработку детали на последующих узлах.
Узел предварительного фрезерования
Для предварительной прифуговки заготовки перед приклеиванием кромки. Необходим для удаления сколов и ступеньки от подрезной пилы. Удобная вертикальная перестановка фрез обеспечивает эффективное использование режущей части инструмента. Укомплектован алмазными фрезами.
Клеенаносящий узел
Оснащен пневматическими шторками, защищающими клеенаносящий вал от грязи и пыли. Шторки автоматически открываются при подаче заготовки, обеспечивая лучшее качество приклеивания кромки.
Зона прижима
Оснащена главным прижимным роликом с приводом и тремя дожимными роликами позволяет прижать любую рулонную кромку и полосовой материал - рейку. С помощью цифрового счетчика регулируется ход прижима на толщину кромочного материала. Усилие пресс-группы задается пневматически, что позволяет качественно приклеить кромочный материал к детали. Если регулировка пресс группы осуществляется механически с помощью пружины, то одного усилия на пресс валах добиться не удастся, что приводит к частичному отклеиванию кромки.
Торцовочный узел
Предназначен для торцевания переднего и заднего свесов кромочного материала с тянущим торцовочным резом, что обеспечивает высокую точность. Оснащен двумя высокочастотными электродвигателями. Перемещение пильных узлов осуществляется по специальным линейным направляющим. Исполнение узла в отдельной дополнительной стальной раме, что повышает жесткость конструкции и гарантирует точность работы на высоких скоростях.
Обслуживание
Узел оснащен системой автоматической смазки направляющих. Система обеспечивает стабильную работу узла в течении всего срока эксплуатации и сводит к минимуму обслуживание оператором.

2 фрезерных узла
Черновой фрезерный узел:Данный узел представляет собой классический фрезерный агрегат с прямыми ножами на фрезах. Главная задача этого узла – снять основной объем свесов кромки и снизить тем самым нагрузку на второй узел снятия свесов с радиусными ножами на фрезе
Чистовой фрезерный узел:
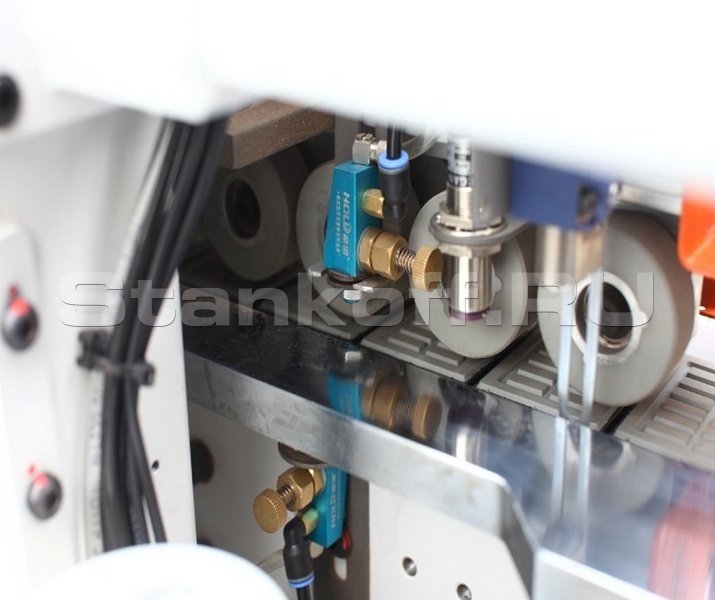
Основная задача этого узла – сформировать радиус скругления на кромке по всей длине детали. На левом фото видны четыре механических индикатора настройки на толщину кромки, за каждым из них по одному пневмоцилиндру, управляемому с пульта для перемещения и настройки узла на необходимую толщину кромки. На фото видны настройки на толщины 0,45; 1,00; 1,50 и 2,00 мм кромки.
На фрезе ножи с радиусом скругления 1,56 мм. Возможны к установке любые фрезы отечественных и европейских производителей. Система допусков-посадок отечественная, метрическая.

Узел радиусной цикли
Узел радиусного циклевания работает в паре с узлом чистового снятия свесов и управляется одними и теми же кнопками на пульте управления. Это обусловлено тем, чтобы оператор даже случайно не мог выставить разные настройки на толщину кромки на узле циклевания и на узле снятия свесов.Техническое решение аналогичное: один пневмоцилиндр на подачу или уборку узла в/из зоны обработки и по 4 дополнительных на настройку на толщину кромки.
Также установлены механические индикаторы настройки на толщину кромочного материала.

Узел плоской цикли
Предназначен для удаления остатков клея с клеевого соединения. С верхним и нижним копирами, которые находятся на минимальном расстоянии от края заготовки, что позволяет с высокой точностью отслеживать профиль детали.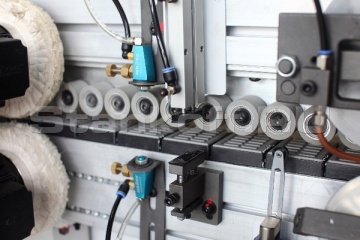
Пневмо-отрыватель стружки / подача очищающей жидкости
ПНЕВМО-ОТРЫВАТЕЛЬ СТРУЖКИСлужит для отрыва стружки (ворсы) которая образовывается после узла радиусной циклевки;
Процесс полностью автоматический.
ПОДАЧА ОЧИЩАЮЩЕЙ ЖИДКОСТИ
2 форсунки одновременно наносят жидкость сверху и снизу заготовки;
Регулировка подачи необходимого количества жидкости;
Улучшает качество обработанной детали и обладает антистатическим эффектом.

2 полировальных узла
Полировальный узел служит для очистки обработанной части кромки, придания ей естественного цвета и блеска. Удобная регулировка позволяет настроить на любой угол полировальные круги относительно обработанной кромки детали. В данной модели установлено два узла полировки.
Подъем прижимной балки
Настройка на толщину детали производиться с пульта управления. На пульте задается толщина детали и прижимная балка автоматически устанавливается на заданную толщину.
Контроллеры (частотные преобразователи)
Немецкого производителя Rexroth – устанавливаются для каждого узла на станке. Данное конструктивное решение позволяет в автоматическом режиме корректировать работу узлов при движении заготовки.
Электрические компоненты
Выполнены в соответствии стандартам СЕ.| Толщина кромочного материала, мм | 0,4 - 3 |
| Толщина детали, мин/макс, мм | 10 / 60 |
| Размеры обрабатываемой панели (Д х Ш), мм | 150 x 100 / 150 x 150 |
| Скорость подачи, м/мин | 14 - 20 - 23 |
| Ёмкость клеевого бачка, л | 4 |
| Давление воздуха, атм | 6 - 8 |
| Общая мощность, кВт | 20
|
| Рабочее напряжение, В | 380 |
| Габаритные размеры | |
| Длина, мм | 7845 |
| Ширина, мм | 900 |
| Высота, мм | 1700 |
| Вес, кг | 2750 |
Похожие товары








Станкофф.RU
420127, Россия, Татарстан, Казань, ул. Фатыха Амирхана, 42а
+7 (800) 5555770