Автомат продольного точения SPECTR SSL-12A


+7 (995) 888-07-13
Детальное описание
Автомат продольного точения SPECTR SSL-12A предназначен для производства деталей с высокой точностью и качеством получаемой поверхности. Быстрая переналадка на выпуск новой продукции большая производительность позволяет использовать его в условиях как крупно - так и мелкосерийных производств. Такой станок является оптимальным выбором, когда планируется обработка деталей исключительно из прутка Ø от 2 до 16 мм.
Область применения
Автомат продольного точения — это один из видов специализированного токарного оборудования, входящий в классификационную группу «Токарные автоматы и полуавтоматы». Автомат продольного точения серии «SSL» используется для обработки сверхмелких деталей часовой, ювелирной и электронной промышленности, участвует в работе предприятий оборонно–промышленного комплекса и заводов, выпускающих медицинскую технику и инструмент.
Получаемые изделия




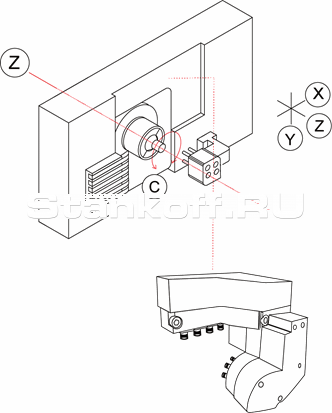
Схема обработки
Конструктивные особенности

Встроенный моторшпиндель
Преимуществом моторшпинделя, по сравнению с традиционной конструкцией шпиндельных узлов, являются небольшие габариты и вес, достигаемые путем специфической компоновки двигателя и шпиндельного узла. Конструкция моторшпинделя позволяет проводить бесступенчатое регулирование частоты вращения и уменьшить размеры и вес шпиндельного узла благодаря отсутствию коробки передач и некоторых других механизмов, а также сделать работу шпинделя практически бесшумной. Высокий крутящий момент сохраняется даже на высоких оборотах.
Современная система ЧПУ MITSUBISHI M70
Система имеет повышенную точность обработки и более низкую тактовую частоту. Специально разработана для применения на токарных станках и автоматах с ЧПУ. Блок управления одновременно выполняет функции пульта оператора. Интерфейс позволяет осуществлять работу с большой скоростью и удобством. Наличие карты памяти обеспечивает возможность производить резервное копирование информации. Блок системы ЧПУ Mitsubishi имеет экран, на котором отображается траектория движения всех задействованных осей для дополнительного визуального контроля обработки
Система без держателя направляющей втулки (перемещающийся до упора шпиндель)
Используется для уменьшения остатка прутка. Экономит материал и деньги. Применим при обработке коротких заготовок при длине заготовки меньше или равной диаметру прутка.

Люнетная система для обработки с направляющей втулкой
С не вращающейся направляющей втулкой. Цанговый патрон вращается, втулка не вращается. Система легка в установке и регулировке. Устанавливается преимущественно при обработке круглого прутка из цветных металлов.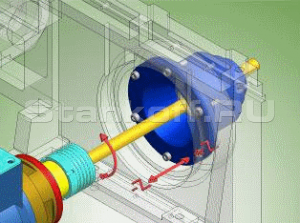

С вращающейся направляющей втулкой
Цанговый патрон и втулка вращаются одновременно. Несинхронное вращение заготовки и втулки приводит к износу последней. Особенно актуально в случае обработки «сложных» заготовок (нержавейка, сплавы и т.д.), а так же при обработке шестигранника и других некруглых заготовок. Установка позволит продлить срок службы направляющей втулки.Стандартная комплектация
Инструментальные позиции для обработки в главном шпинделе
6 токарных. 4 осевых не приводных. 4 приводных расположенных радиально. 3 приводных расположенных вне оси.
Инструментальные позиции для обработки в противошпинделе (для версии AS)
4 осевых не приводных расположенных вдоль оси вращения шпинделя (для осевых операций и наружного точения). Устанавливаются в двухсторонние держатели инструмента.
Уловитель готовых деталей
В стандартной комплектации установлен уловитель готовых деталей. Позволяет принимать детали из зоны обработки в полностью автоматическом цикле. Делает весь процесс обработки плавным и без остановки.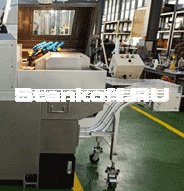
Конвейер удаления стружки (с тележкой)
Дополнительно, на станок устанавливается конвейер для удаления стружки, который позволяет работать на станке без остановок на обслуживание и оставляет рабочую зону станка чистой.Система контроля отрезки заготовки
Индексация шпинделя 1° (дисковой тормоз)
Подсветка рабочей зоны
Комплект инструмента для обслуживания станка
Система подачи СОЖ
Система автоматической централизованной смазки узлов станка
Цанговые патроны для главного шпинделя и противошпинделя
Трансформатор
Дополнительная комплектация

Автоматическое гидравлическое устройство подачи прутка L=3,2 М (LNS)

Комплект цанг
| Макс. диаметр обработки главного шпинделя, мм | 12 |
| Макс. диаметр обработки противошпинделя, мм | - |
| Макс. длина обработки, мм | 150 |
| Макс. диаметр сверления главного шпинделя, мм | 7 |
| Макс. диаметр сверления противошпинделя, мм | - |
| Макс. диаметр нарезаемой резьбы главного шпинделя | М6 |
| Макс. диаметр нарезаемой резьбы противошпинделя | - |
| Макс. диаметр радиального сверления, мм | 7 |
| Макс. диаметр радиального нарезания резьбы, мм | М6 |
| Количество позиций инструмента для наружной обработки | 6 |
| Количество позиций инструмента для внутренней обработки | 4 |
| Количество инструментальных позиций для радиальной обработки (приводных) | - |
| Количество инструментальных позиций для осевой обработки (приводных) | - |
| Количество инструментов для обработки в противошпинделе (с применением двухстороннего держателя инструмента) | - |
| Размер инструмента, мм | 10х10х100 |
| Размер инструмента в приводных позициях | 7 мм / ER11 |
| Диаметр отверстия шпинделя, мм | 13 |
| Диапазон частот вращения шпинделя, об/мин | 200-12000 |
| Диапазон частот вращения противошпинделя, об/мин | - |
| Диапазон частот вращения приводных позиций, об/мин | - |
| Ускоренные перемещения по осям, м/мин | 30 |
| Мощность двигателя главного шпинделя, кВт | 2,2 |
| Мощность двигателя противошпинделя, кВт | - |
| Мощность двигателей осей X / Z / Y, кВт | 0,75 |
| Мощность двигателей приводных инструментов (радиальный и осевой суппорт), кВт | - |
| Мощность общая, кВт | 4,634 |
| Мощность двигателя подачи СОЖ, кВт | 0,18 |
| Высота центров, мм | 1050 |
| Габаритные размеры | |
| Длина, мм | 1200 |
| Ширина, мм | 900 |
| Высота, мм | 1750 |
| Вес, кг | 1088 |
Станкофф.RU
420127, Россия, Татарстан, Казань, ул. Фатыха Амирхана, 42а
+7 (800) 5555770