Токарный станок с ЧПУ SKM NL 5000/1200


+7 (995) 888-07-13



Детальное описание
Токарный станок с ЧПУ SKM NL 5000/1200 — применяются во всех отраслях машиностроительной индустрии, в том числе в авиационно-космической промышленности, автомобильной промышленности, приборостроении, для обработки закаленных, высоколегированных, нержавеющих сталей и сплавов. Великолепно подходит как для чистовой обработки, так и для продолжительной тяжелой работы. Станки специально сконструированы для длительного обеспечения точности и качества поверхности обрабатываемой детали. Цельнолитая станина в компоновке с жёсткими направляющими скольжения увеличенного сечения обеспечивают высокую точность и производительность обработки. Быстрые перемещения и смена инструмента в револьверной головке экономят время за счет сокращения холостых перемещений. Благодаря модульной компоновке станка, производится оптимальный выбор исполнения под конкретного заказчика, в зависимости от сложности и серийности обрабатываемых деталей.
Область применения:
Токарные обрабатывающие центры серии NL 4000 и 5000 применяются во всех отраслях машиностроительной индустрии, в том числе в авиационно-космической промышленности, автомобильной промышленности, приборостроении, для обработки закаленных, высоколегированных, нержавеющих сталей и сплавов.
Производство машин и механизмов:


Инструментальное производство:


Приборостроение:


Автомобильная промышленность:



Получаемы изделия:

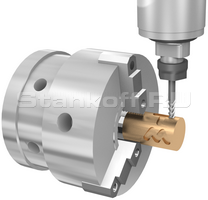
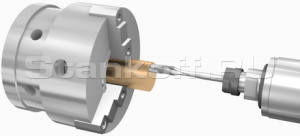
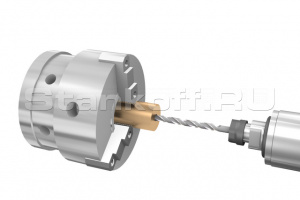
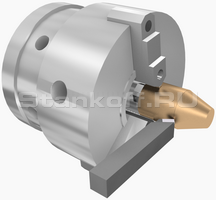
Схема обработки:



Отличительные особенности:
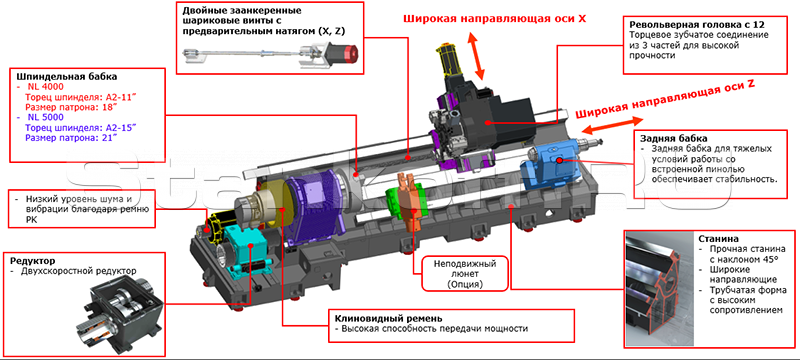
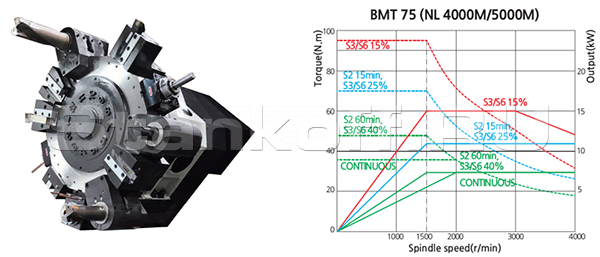
Диаграмма шпинделя:
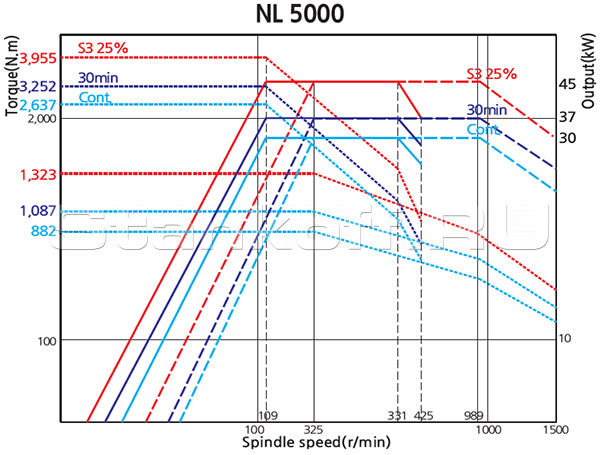
Диаграмма мощности револьверной головы с блоками приводного инструмента:
Конструктивные особенности:
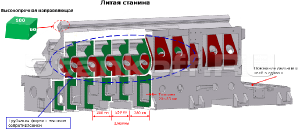

Цельнолитая наклонная станина 45° с повышенной жесткостью и виброустойчивостью:
Способствует равномерному распределению нагрузки в процессе резания, удобной настройке и регулировке, а также легкому удалению стружки, сокращая время простоя оборудования и увеличивая производительность. Ширина между ребрами жесткости станины расположены с разницей шага 20мм, толщина стенок ребер жесткости 20-25 мм. Трубчатая форма с высоким сопротивлением дает лучшее гашение вибрации и предназначена для высокопроизводительной обработки твердых сплавов с большими припусками на высоких подачах, при этом обеспечивается равномерное распределению нагрузки на режущий инструмент в процессе обработки.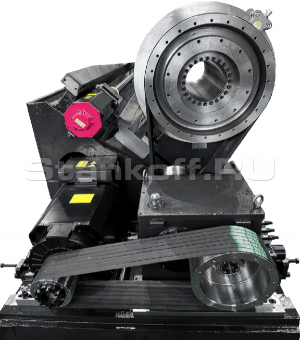
Передача крутящего момента:
Клиновидный ремень:-Высокая передаточная способность;
-Отличный захват;
-Очень маленькое смещение между ремнем и шкивом.
Ременный шкив типа PK:
-Низкий уровень вибрации и шума даже на высоких скоростях;
-Хорошая обработка поверхности;
-Двухскоростной редуктор.
Конструкция корпуса минимизирует деформацию ось шкива. Редуктор способен увеличить объем снимаемого металла минимум на 25% и сократить время обработки деталей минимум на 20%.

Каретка револьверной головы:
Шестигранная конструкция и направляющие увеличенного сечения, изготовленные из цельной отливки, способствуют производительной обработке в самых тяжелых условиях.Закаленные индукционным способом и прецизионные шлифованные направляющие обеспечивают точную обработку деталей.
Широкая каретка снижает вибрацию и обеспечивает высокую точность обработки.
Грамотная компоновка узла гарантирует беспрецедентное качество точения и фрезерования.

Направляющие оси Х:
Широкие прямоугольные направляющие, изготовленные из цельной заготовки и предназначенные для тяжелых условий обработки.Индукционно-закаленные и отшлифованные направляющие обеспечивают точность обработки в течение длительного времени.


Револьверная голова (статический инструмент):
-Револьверная головка с 12 станциями;-Торцевое зубчатое соединение из 3 частей большого диаметра для высокой прочности и длительного срока службы инструмента;
-Двигатель с высоким крутящим моментом для быстрой индексации, точного позиционирования (время индексации - 0.2 секунды).


Револьверная голова (приводной инструмент, блоки ВМТ75):
-Револьверная головка с 12 станциями BMT75 (24 позиции);-Мощный гидравлический зажим;
-Высокая скорость вращения инструмента шпинделя;
-Улучшенное фрезерование, точности и мощность обработки;
-Двигатель приводного инструмента: 7,5/11/15 кВт.

Главный шпиндель и шпиндельная бабка:
-Ребристая конструкция позволяет рассеивать тепло, вырабатываемое при перемещении осей, сохраняя минимальное тепловое расширение;-Двусторонняя симметрия A и B уменьшает причину тепловой деформации;
-Двухрядные цилиндрические роликовые подшипники спереди и сзади вместе с радиально-упорными подшипниками обеспечивают высокую прочность для тяжелых обработок и превосходное качество поверхности;
-Имеет специальную теплоотводящую конструкцию и позволяет использовать всю доступную мощность и высокий крутящий момент на всех режимах резания;
-Конструкция шпиндельной бабки выполнена таким образом, что тепло, выделяемое при длительной интенсивной работе шпинделя, перераспределяется по поверхности и не приводит к искажению геометрии и точности изготавливаемых деталей;
-Шпиндель станка базируется в передней и задней части по паре двухрядных конических роликовых подшипников, что позволяет эффективно компенсировать осевые силы и радиальную нагрузку, возникающие при резании.

Программируемая задняя бабка и пиноль:
Программируемый корпус задней бабки и программируемая пиноль входят в стандартную комплектацию для серии NL2500/3000, что упрощает регулировку положения задней бабки, сокращает время наладки и позволяет вести обработку тяжелый и длинных деталей с повышенными режимами резания.
Шарико-винтовая передача:
На станках серии NL 4000/5000 устанавливаются ШВП с предварительным натяжением и двойным креплением.Оба конца оси X и оси Z жестко зафиксированы и установлены в предварительно нагруженные высокоточные подшипники класса P4, которые обеспечивают точное и плавное перемещение даже с высокой нагрузкой.
Двойные заанкеренные шариковые винты с предварительным натягом:
Шариковые винты заанкерены с обоих концов и имеют предварительный натяг для уменьшения теплового расширения.
Шариковый винт большого диаметра установлен на высокоточные радиальные подшипники P4 с обоих концов.

Система крепления ВМТ:
Имеет преимущество в жесткости крепления инструментальных блоков к револьверной головке за счет закрепления 4-мя болтами, это позволяет производить обработку при тяжелых режимах резания, обеспечивая высокую точность, высокий крутящий момент за счёт прямой передачи.Высокое осевое усилие зажима.
Стандартная комплектация:


Система ЧПУ:
В базовой комплектации устанавливается обновлённая система ЧПУ FANUC 0i-TF, LCD монитор 10,4 дюймов.Функционал:
-увеличена память;
-экран ручной привязки инструмента, для настройки инструмента к детали «вручную», без помощи специальных измерительных щупов;
-система симуляции обработки - Dynamic Graphic Display. В отличие от базовой функции для 0i-MF - Graphic Display, есть возможность симуляции съёма материала в 3D.
Панель оператора может поворачиваться на 90 градусов, обеспечивая легкий доступ к управлению во время работы со станком.

Manual guide (MGI):
Служит для увеличения производительности за счёт сокращения суммарного времени на обработку чертежей перед началом изготовления и может использоваться как для простых, так и для сложных технологических процессов. Для программирования циклов машинной обработки, включая циклы вращения, фрезеровки, сверления и измерения, можно использовать подсказки или диалоговый режим, а также с легкостью осуществлять программирование деталей и симуляцию непосредственно на мониторе панели управления.
Токарный патрон:
В базовой комплектации установлен самоцентрирующийся 3-х кулачковый патрон с гидроприводом (на NL 4000 диаметром 18”, на NL 5000 диаметром 21”) с увеличенным проходным отверстием для обработки прутка до Ø166,5 мм. Предназначен для зажима заготовок цилиндрической симметричной формы.На станках SKM устанавливаются гидравлические патроны производства SАMCHULLY (Корея).

Система подачи СОЖ через револьвер:
Система подачи СОЖ под давлением через револьвер/инструмент позволяет повысить качество обработки, увеличить глубину резания, повысить скорость подачи и продлить срок службы инструмента. Лучшая обработка поверхности получается за счет интенсивной очистки от стружки, уменьшения деформационного упрочнения материала.Система подачи СОЖ через шпиндель включает помпу для прокачки под давлением 10 бар.

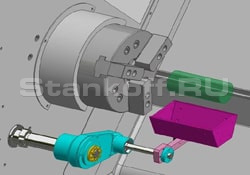
Программируемая задняя бабка:
Перемещениями программируемой задней бабки и её пиноли управляют с помощью стоики ЧПУ для простоты установки и позиционирования.Задняя бабка приводится в движение с помощью каретки револьверной головки.
Сокращает время наладки и позволяет обрабатывать длинные детали в центрах.
Широкие направляющие и усиленная конструкция корпуса задней бабки обеспечивают жесткость обработки.
Диаметр пиноли составляет 140 мм, конус MT5 со встроенным подвижным центром входит в стандартную комплектацию (опционально устанавливается центр МТ6 не встроенного типа) и обеспечивает более высокую жесткость поджатия. Ход пиноли 120 мм управляется программой или педалью. Положение задней бабки контролируется шарнирным пальцем, который соединяется с кареткой револьвера.

Система измерения инструмента:
Система измерения инструмента позволяет измерить размер инструмента перед резанием и проверить наличие повреждений или поломки инструмента в процессе обработки.А также исключает из технологического процесса простои станков и брак, связанные с погрешностями при выполнении наладки и контроля инструмента вручную.

Конвейер для удаления стружки + корзина:
Для удаления отработанной стружки из зоны резания используется автоматический конвейер (ленточный).Конвейер включается через M-код или напрямую от пульта управления. С помощью настроек устанавливается интервал и продолжительность работы конвейера для автоматического цикла работы. В комплекте поставляется тележка (корзина) для сбора стружки.

Высокоточное управление осью с:
Датчик BZi на шпинделе (датчик оценки амплитуды вибраций) в стандартной комплектации станков серии NL 4000/5000.Использование датчика BZi помогает снизить стоимость послепродажного обслуживания, поскольку датчик BZi не требует обслуживания, в отличие от датчика положения, который требует регулярного сервисного обслуживания.
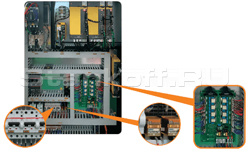
Надёжные электрические компоненты:
Тормозные, силовые и релейные цепи объединены в одну систему плат, чтобы свести к минимуму поломку электрической системы и облегчить техническое обслуживание и ремонт. Все привода и контроллер поставляются от признанного мирового лидера автоматизации станков с ЧПУ – Fanuc (Япония).
Подготовка для пруткоподатчика (интерфейс):
Для работы с прутком и соединения с автоматическим устройством подачи прутка, на станке смонтированы необходимые разъёмы для подключения. В электрошкафу подведены кабели и подключены необходимые электрические платы для синхронизации работы прутокподатчика со станком. В процессе эксплуатации станка, подключение пруткоподатчика не составит затруднений у обычного оператора.
Теплообменник для электрошкафа:
Высокоэффективная система охлаждения сохраняет температуру внутри кожуха постоянной и оптимальной для электрических компонентов для максимально надёжной работы электроники (рекомендуется в случае постоянной работы на станке в 2-3 рабочие смены).
Гидравлический блок:
Автоматическая подача гидравлики для пиноли задней бабки и направляющих.Установленный переключатель давления для гидравлической системы для защиты персонала и станка от возможных опасностей.

Автоматическая система смазки:
Автоматическая система обеспечивает централизованную своевременную смазку по основным движущимся элементам – ШВП, направляющим, подшипникам, что сокращает в разы их износ. Установка времени впрыска осуществляется через контроллер панели ЧПУ. Система смазки компактно встроена в корпус станка. Оповещение на панели оператора об минимальном уровне или окончании масла в резервуаре.
Маслоотделитель (сепаратор СОЖ):
Маслоотделитель (сепаратор СОЖ) дискового типа предназначен для удаления масляных загрязнений из охлаждающей жидкости.Диск из нержавеющей стали со специальным покрытием (для налипания масла) вращаясь захватывает масляную пленку с поверхности СОЖ, которая затем удаляется. Очищенная СОЖ попадает обратно в систему циркуляции для дальнейшего использования. Маслоотделитель существенно экономит и продлевает срок службы охлаждающей жидкости в системе.

Пистолеты СОЖ и воздуха:
В стандартной комплектации токарные центры серий NL 4000 и NL 5000 оснащаются пистолетами подачи СОЖ и воздуха. Позволяют оперативно удалить стружку с детали и/или охладить её после обработки.Дополнительная комплектация:
Уловитель готовых деталей:
Позволяет увеличить производительность за счёт автоматизированного улавливания деталей, тем самым сокращая время простоя на изъятие готовой детали оператором.
Транспортер деталей:
Транспортер деталей автоматически передает обработанные детали, выгруженные приемником деталей, на приемный контейнер для удобства пользователя.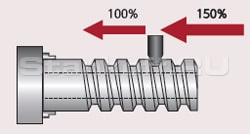
Точение резьбы с произвольной скоростью:
Нарезание резьбы с произвольной скоростью обеспечивает постоянное согласование режущего инструмента со скоростью шпинделя во время нарезания резьбы. Это позволяет оператору регулировать скорость шпинделя во время нарезания резьбы, не повреждая деталь, что значительно сказывается на производительности таких операций и снижает брак на готовых деталях.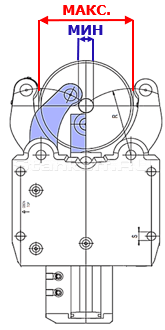
Неподвижный люнет:
Основное предназначение этого приспособления — обеспечение поддержки длинным заготовкам и создание условий для надежной обработки, исключающей образование вибрации.
Двойной патрон:
Используется для обработки заготовок из труб, которые требуется обрабатывать с обеих сторон.
Уловитель готовых деталей:
Эффективно собирает масляный туман во время работы и, при необходимости, обеспечивает возврат собранного масла обратно в станок. Применяются на металлообрабатывающем производстве образуется масляный туман после применения смазочно-охлаждающей эмульсии и различных масел. Постоянное осаждение капель тумана на поверхностях пола, стен и оборудования в цехе приводит к нарушению условий гигиены труда.
Автоподатчик прутка:
Предназначен для подачи прутка непосредственно зону резания и обеспечивает работу станка в автоматическом режиме.Основные технические характеристики DH-65/65L
Модель: DH-65/65L
Диаметр прутка: 5 - 65 мм
Длина основного вала: 1200 / 1500 мм
Высота центра вала: 850 - 1250 мм
Вес: 250 кг
Давление: 6 кг/см2
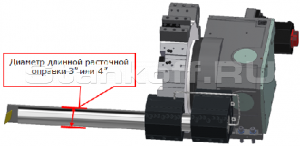
Длинная расточная оправка:
На станках серий NL 4000 и NL 5000 допускается применение удлинённых держателей расточной оправки, что значительно расширяет возможности обработки.| Параметры обработки: | |
| Наибольший Ø обработки над станиной, мм | 900 |
| Наибольший Ø точения, мм | 670 |
| Наибольшая длина точения, мм | 1155 |
| Главный шпиндель: | |
| Размер патрона, дюйм | 21 |
| Частота вращения шпинделя, об/мин | 1500 |
| Мощность шпинделя (пост./30 мин), кВт | 30/45 |
| Конус шпинделя | А2-15 |
| Крутящий момент шпинделя (макс.), Нм | 3955 |
| Ø обрабатываемого прутка, мм | 166,5 |
| Перемещение: | |
| Быстрое перемещение (X / Z), (м/мин) | 16/20 |
| Рабочее перемещение по оси X, мм | 350 |
| Рабочее перемещение по оси Z, мм | 1300 |
| Мощность двигателей подачи (X / Z), кВт | 7/6 |
| Револьверная голова: | |
| Количество позиций в револьверной голове, шт. | 12 |
| Размер квадратного инструмента / Размер расточной оправки, мм | 32х32/60 |
| Задняя бабка: | |
| Ход задней бабки / Ход пиноли задней бабки, мм | 1165/120 |
| Диаметр пиноли / Конус, мм | 140 / MT#5, встроенный центр (МТ#6 вращающийся центр - опция) |
| Габаритные размеры, мм | 4450х2017х2268 |
| Вес, кг | 10800 |
Похожие товары










Станкофф.RU
420127, Россия, Татарстан, Казань, ул. Фатыха Амирхана, 42а
+7 (800) 5555770