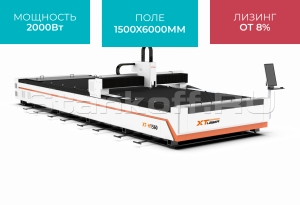
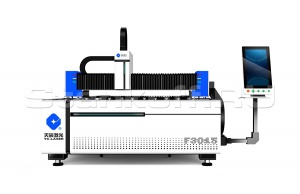
Оптоволоконный лазерный станок для резки металла LM-1530C/2000 Raycus





+7 (995) 888-07-04



Детальное описание
Применение
Оптоволоконные лазеры на сегодняшний день являются очень популярным и высокоэффективным оборудованием для резки металла. Они применяются для резки различных металлов, таких как нержавеющая сталь, углеродистая сталь, алюминиевые листы, латунь, медь, оцинкованные пластины и т.д. В настоящее время оптоволоконные лазеры широко применяются в индустриях производства кухонной утвари, стальной мебели, лифтов и подъемников, автозапчастей и так далее.
Особенности
- Устойчивая к ускорениям и ударным нагрузкам станина;
- Высокая скорость и ускорение режущей головки;
- Сенсорный экран ЧПУ;
- Система управления CypCut;
- WiFi контролер для доступа в сеть;
- Минимальная эксплуатационная стоимость;
- Автоматическая регулировка высоты.
Особенности конструкции
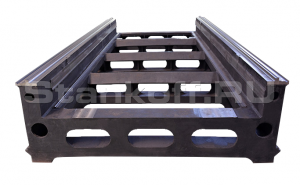
Литая чугунная станина
Для изготовления литой станины используется высокопрочный чугун с шаровидным графитом. Высокое содержание углерода, высокая прочность на сжатие и высокая твердость. Сильное поглощение ударов и износостойкость. Низкая тепловая чувствительность и чувствительность к разрыву уменьшают потерю качества оборудования при использовании, поэтому точность станка может сохраняться в течение длительного времени без деформации в жизненном цикле.
Литой алюминиевый портал
Портал 3-го поколения из алюминиевого сплава характеризуется высокой прочностью и легкостью конструкции. Высокая скорость резки и долговечность станка без деформации. На 50% легче стального.
Лазерный источник Raycus
Серия волоконно-оптических лазеров третьего поколения с одним модулем. Бренд №1 в Китае. Запатентованная конструкция для бесперебойной работы и легкого обслуживания. Устойчивый к суровым условиям окружающей среды. Синхронизированное управление лазерным источником. Прямое управление всеми функциями оптоволоконного лазера. Ресурс работы 100 000 моточасов.
Режущая головка RAYTOOLS с автофокусом
Лазерная режущая головка с автофокусировкой, выпущенная компанией Raytools AG в 2017 году для оптоволоконных лазеров мощностью 2 кВт или менее. Имеют встроенный привод, который управляет фокусирующей линзой с помощью линейного механизма для автоматического изменения положения в пределах 17 мм. Клиенты могут настроить программу для достижения непрерывной фокусировки, которая позволяет выполнять быстрое прокалывание и резку материалов различных толщин.Используется линза, установленная для коллимации и фокусировки лазерного луча, что позволяет достичь оптического эффекта с ограниченной дифракцией. Конструкция позволяет лазерным головкам работать стабильно и постоянно.
• Оптимизированная оптическая конфигурация, плавная и эффективная конструкция воздушного потока;
• Диапазон автофокуса составляет +8 ~ -9 мм, точность составляет 0,05 мм;
• Набор линз, максимальная входная оптическая мощность составляет 2 кВт;
• Максимальное ускорение фокусирующей линзы 10 м/с², максимальная скорость 6 м/мин;
• Линза коллиматора и фокусирующая линза защищены от загрязнения защитными стеклами.

Высокоточные направляющие PMI
Направляющие производства PMI отвечают всем международным и европейским стандартам и производится с непрерывным контролем качества. Линейные направляющие PMI имеют следующие выдающиеся особенности: плавный ход, высокая точность и надежность, большая грузоподъемность, уплотненные каретки, низкое трение, низкий уровень шума, легкость установки.
Сервоприводы Schneider
Использование данных сервоприводов позволяет существенно увеличить как точность станков, так и скорость их работы. Максимальная эффективность при малых размерах благодаря высокой удельной мощности. Экономия пространства в шкафу. Новая функция "автоподстройки" позволяет получить оптимальные параметры настройки сервопривода. Встроенные функции безопасности.
Редуктор SHIMPO
Применение планетарных редукторов SHIMPO позволило:• Реализовать большие удельные мощности при обеспечении высокой нагрузочной способности и минимальных габаритах привода;
• Получить гораздо более высокий КПД;
• Облегчить конструкцию, т.к. данные редукторы вдвое компактней и в три раза легче редукторов других типов, имеющих аналогичные характеристики;
• Уменьшить время на техническое обслуживание оборудования, т.к. данные редукторы не требуют обслуживания и настройки в течение всего срока эксплуатации.
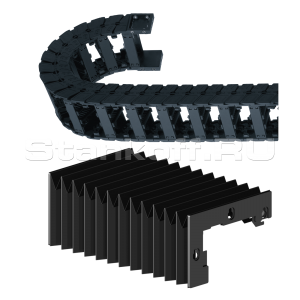
Гофрозащита и кабельные цепи
Все подвижные части закрыты гофрозащитой. Все кабели уложены в гибкие кабельные цепи.
Пропорциональный клапан SMC
Высокоточное регулирование давления кислорода.• Настраиваемый диапазон давлений.
• Высокий уровень линейности, воспроизводимости и чувствительности.
• Наличие индикации выходного давления.

Автоматическая система смазки
Все подвижные механизмы станка закрыты защитными кожухами для предотвращения попадания крупно и мелкодисперсной металлической пыли. Для удобства эксплуатации лазерный комплекс оснащён централизованной системой автоматической смазки направляющих, шестерни-рейки и других подвижных элементов. Система подаёт смазывающую жидкость в подвижные элементы с заданным давлением и интервалом.
Вытяжной вентилятор 2,2 кВт
Вытяжной вентилятор используется для удаления газов горения. Для подключения вентилятора необходимо предусмотреть удаленное выключение. Если в помещении предусмотрена система очистки воздуха, можно подключить вентилятор к этой системе.
Водяной чиллер S&A CWFL-2000
Высокоточная система охлаждения с интеллектуальным контролем температуры. Известны наличием двух режимов регулирования температуры: режим постоянной температуры и интеллектуальный контроль температуры. В интеллектуальном режиме температура воды корректируется в соответствии с температурой окружающей среды. Это ключевое решение позволяет забыть о беспокойствах, связанных с сезонными изменениями температуры окружающей среды.Чиллер S&A CWFL-2000AN специально сконструирован для охлаждения оптоволоконных источников лазерных станков. Помимо двойной системы контроля температуры, имеет двухконтурную систему охлаждения - лазерного излучателя и головки. Применяется для охлаждения оптоволоконного лазера мощностью до 2000 Вт.
1. Точность измерения температуры ±0.5 °C;
2. Функция двойного контроля температуры - охлаждение как источника, так и оптической линзы одновременно;
3. Два режима контроля температуры: стабильный и "умный". Умный режим позволяет устанавливать температуру воды относительно температуры внешней среды, что является отличным решением для работы в разные сезоны года;
4. Три фильтра очистки воды: ионный и 2 проволочных. Размер фильтров - 13 см;
5. Несколько аварийных функций - защита компрессора от задержки по времени, предохранение от перегрузок по току, сигнал тревоги подачи воды, сигнал тревоги высокой/низкой температуры.
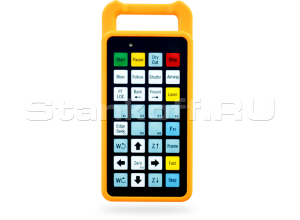
Дистанционный пульт управления
Позволяет оператору выполнять наиболее востребованные действия, не подходя к ЧПУ. Запуск/остановка программ, обратный ход, увеличение/уменьшение фокусного расстояния, изменение скорости подачи. Позволяет сократить время позиционирования режущей головы на 30%. Дает возможность контролировать раскрой и оперативно реагировать при необходимости.Система управления Cypcut 2000




Все электрические компоненты от производителя SCHNEIDER ELECTRONIC интегрированны в стойку управления ЧПУ. Из предустановленного П.О. происходит управление лазерным комплексом, а также калибровка необходимых узлов перед запуском в работу оборудования.
Программное обеспечение CypCut имеет простое управление, ориентированное на пользователя. Реализованы функции, существенно упрощающие и оптимизирующие процесс раскроя. Это такие функции как:
- пауза,
- обратный ход по контуру,
- быстрый переход к любой врезке,
- быстрое изменение точки врезки,
- начало резки с любого места контура,
- оптимальный выбор начала резки контура,
- расчёт динамических параметров перемещений,
- контроль соответствия обрабатываемой детали исходному чертежу,
- быстрая загрузка готовых чертежей и программ и пр.
Режимы прожига, гравировки и резки настраиваются оператором по отдельности до начала резки. Оператору не придется останавливать процесс обработки материала, чтобы перенастроить станок и ввести новые установки, т.к. переключение между режимами происходит автоматически, что увеличивает производительность раскройного комплекса.
Для получения качественных острых и прямых углов мощность лазерного излучения автоматически регулируется в зависимости от скорости передвижения оптической головки. При нулевой скорости движения оптической головки (в момент остановки на углу) выходная мощность излучения равняется минимальной мощности, заданной в настройках, что предотвращает выгорание углов.
Для указанных в библиотеке материалов ПО CypCut производит автоматический расчет времени обработки деталей, полезного использования материала, количества деталей; стоимости одного часа резки, одного метра реза, одной пробивки. Полученные данные существенно упрощают расчет стоимости отдельных деталей и сборок, например, при резке сторонних заказов и расчете себестоимости продукции и отходов.
Функция перемещения прыжками в процессе резки, функция обратной резки, позволяющая вернуться к не прорезанному участку в случае нарушения условий процесса, линейная /круговая интерполяция и функция компенсации ширины реза, функция автоматического или ручного комбинирования.
Во встроенной библиотеке материалов хранятся рекомендуемые настройки станка под определенный материал. Есть функция создания новых материалов. При выборе материала из библиотеки происходит автоматическая загрузка параметров в модули станка. Таким образом, вы избавляетесь от необходимости рутинного ввода различных значений и экономите своё время, повышая производительность.
Функция дистанционной диагностики неисправностей систем станка позволяет свести к минимуму время простоя станка и исключить выездные расходы в случае решения сервисных вопросов, связанных с неправильной настройкой оборудования.
Следует выделить ряд преимуществ П.О:
- Управление и настройка необходимых узлов лазерного комплекса;
- Отдельные параметры режимов раскроя и врезки;
- Автоматическая оптимизация задания раскроя;
- Улучшенная функция перфорации - FLYCUT;
- Оптимальное расположение деталей - NESTING;
- Функция охлаждения контура реза - LEAD POS;
- Функция микро-перемычек - MICRO JOINT;
- Функция обработки сложных контуров - PULSECUT;
- Функция вырезки контуров, лежащих на одной прямой - LINESECUT;
- Управление параметрами лазерного источника;
- Защита режущей головы;
- Дистанционная диагностика;
- Дружелюбный интерфейс.
Автоматическая оптимизация задания раскроя включает в себя ряд автоматических функций П.О:
Технология FLYCUT
Данная технология оптимизирует обработку тонких металлов. Система осуществляет раскрой не отдельными объектами, а распознает все контуры, лежащие на одной прямой и после режущая голова в высоком темпе проходит весь лист по определённой прямой. Данная функция значительно экономит время обработки при перфорации листа.
Технология NESTING
Позволяет разместить, максимально необходимое количество деталей на обрабатываемом листе, также учитывается параметр минимизации отходов. Таким образом, экономится время на подготовке задания. Также опция высчитывает время обработки данного задания. Это позволяет точно высчитать себестоимость готового изделия.
Технология LEAD POS
Обеспечивает расстановку охлаждающих точек по контуру детали для предотвращения перегрева обрабатываемой поверхности и облоя в зоне реза. Данная функция актуальна для раскроя металла на низких скоростях, углах и мелких элементах.
Технология MICRO JOINT
Автоматическое размещение перемычек по контуру раскроя. Благодаря данной опции готовое изделие не выпадает после раскроя, а также предотвращает разворот детали перпендикулярно заготовке. Актуально для изготовления декоративных деталей из нержавеющей стали, где царапины недопустимы.
Технология PULSECUT
Технология PulSeCut предназначена для высококачественной обработки сложных контуров. Функция позволяет обрабатывать определённые участки контуров (углы, близко расположенные участки) в импульсном режиме. Переключение между PulSeCut и обычным режимом осуществляется автоматически в соответствии с настройками. PulSeCut позволяет установке переключаться между непрерывным и импульсными режимами резки даже в пределах одного контура.
Технология LINESECUT
LineSeCut осуществляет вырезку не каждой детали по отдельности, а всех контуров, лежащих на одной прямой, что существенно сокращает время обработки тонколистовых металлов. Оптическая головка в высоком темпе построчно проходит весь лист, производя вырезку контуров на соответствующем отрезке. Экономия времени особенно заметна при резке перфорированных решеток.
Также доступны функции компенсации толщины лазерного луча, для достижения абсолютно точных размеров изготавливаемой продукции. Возможность выставлять точки вреза вне контура обработки заготовки под произвольным углом и на разных расстояниях, как в автоматическом так и в ручном режимах.
Управление координатной системой обеспечивается как со стойки ЧПУ, так и с помощью беспроводного пульта, что значительно облегчает позиционирование режущей головы по отношению к заготовке, а также упрощает работу оператора станка.
Комплектация
| Режущая головка | RAYTOOLS с автофокусом (Швейцария) |
| Зубчатая передача «шестерня-рейка» | YYC (Тайвань) |
| Высокоточные направляющие | PMI (Тайвань) |
| Сервопривод и привод | Schneider (Франция) |
| Редуктор | SHIMPO (Япония) |
| Источник излучения | Raycus (Китай) |
| Система ЧПУ и софт | FSCUT 2000, Cypcut (Китай) |
| Водяное охлаждение - чиллер | S&A(Китай) |
| Пневматические компоненты | SMC (Япония) |
| Вентилятор 2,2 кВт |
Дополнительные опции
| Модуль трубореза | для труб диаметром 20-200 мм и длиной 3000/6000 мм |
| Сменный стол | равный размеру основного рабочего стола |
Таблица зависимости скорости резания от выходной мощности волоконного лазера, используемых газов, вида материала и толщины заготовки.
| Мощность источника | 500Вт | 750Вт | 1000Вт | 1500Вт | 2000Вт | 3000Вт | 4000Вт | 6000Вт | |
| Материал / Газ | Толщина, мм | Скорость, м/мин | |||||||
Углеродистая (Кислород) |
1 | 8 | 9 | 10 | 22 | 26 | 34 | 38 | 42 |
| 2 | 4 | 5 | 6,2 | 6,8 | 7,2 | 7,5 | 7,8 | 8,2 | |
| 3 | 2,6 | 2,8 | 3 | 3,6 | 4 | 4,4 | 5 | 5,5 | |
| 4 | 1,6 | 1,8 | 2,2 | 2,8 | 3,2 | 3,8 | 4,4 | 5 | |
| 5 | 1 | 1,4 | 1,8 | 2,4 | 2,8 | 3,2 | 3,4 | 3,6 | |
| 6 | 1 | 1,6 | 2 | 2,4 | 2,8 | 3,2 | 3,4 | ||
| 8 | 0,8 | 1,2 | 1,4 | 1,6 | 2,2 | 2,6 | 3 | ||
| 10 | 0,8 | 1 | 1,2 | 1,6 | 2 | 2,4 | |||
| 12 | 0,8 | 1 | 1,4 | 1,8 | 2 | ||||
| 14 | 0,6 | 0,7 | 1 | 1,2 | 1,3 | ||||
| 16 | 0,6 | 0,8 | 1 | 1,1 | |||||
| 18 | 0,7 | 0,9 | 1 | ||||||
| 20 | 0,6 | 0,8 | 0,9 | ||||||
| 22 | 0,5 | 0,7 | 0,8 | ||||||
| 24 | 0,4 | 0,6 | |||||||
| 26 | 0,4 | ||||||||
| 500Вт | 750Вт | 1000Вт | 1500Вт | 2000Вт | 3000Вт | 4000Вт | 6000Вт | ||
Нержавеющая (Азот) |
1 | 12,4 | 18,5 | 23,8 | 26,4 | 30 | 34 | 38 | 41,4 |
| 2 | 4,7 | 5,1 | 10,8 | 11,9 | 12,7 | 15,4 | 24,4 | 28,6 | |
| 3 | 0,7 | 1,2 | 2,3 | 4,1 | 6,1 | 8,6 | 12,8 | 15,8 | |
| 4 | 0,8 | 1,3 | 2,2 | 4,2 | 5,5 | 7,4 | 9,4 | ||
| 5 | 0,7 | 1,2 | 2 | 4,3 | 5,1 | 6 | |||
| 6 | 1 | 1,8 | 3,1 | 3,8 | 4,7 | ||||
| 8 | 0,9 | 2 | 2,4 | 3,3 | |||||
| 10 | 0,8 | 1,1 | 1,3 | ||||||
| 12 | 0,5 | 0,7 | 1,1 | ||||||
| 14 | 0,6 | 0,8 | |||||||
| 16 | 0,6 | ||||||||
| 500Вт | 750Вт | 1000Вт | 1500Вт | 2000Вт | 3000Вт | 4000Вт | 6000Вт | ||
Алюминий (Азот) |
1 | 5,2 | 6,4 | 8,4 | 16 | 22 | 34 | 38 | 42 |
| 2 | 2,2 | 3,4 | 6,6 | 8,4 | 15 | 21 | 25,5 | ||
| 3 | 1,4 | 3,8 | 5,5 | 7,6 | 11,5 | 14,6 | |||
| 4 | 1,4 | 2,6 | 4 | 5,2 | 5,8 | ||||
| 5 | 1,7 | 3,3 | 4,4 | 4,9 | |||||
| 6 | 0,9 | 2,1 | 3,4 | 4,1 | |||||
| 8 | 0,9 | 1,3 | 2 | ||||||
| 10 | 0,6 | 1,1 | 1,7 | ||||||
| 12 | 0,5 | 0,8 | |||||||
| 14 | 0,4 | 0,6 | |||||||
| 16 | 0,5 | ||||||||
| 500Вт | 750Вт | 1000Вт | 1500Вт | 2000Вт | 3000Вт | 4000Вт | 6000Вт | ||
Медь (Азот) |
1 | 5,2 | 6 | 8 | 12 | 14 | 22 | 26 | 32 |
| 2 | 1,8 | 3,2 | 4 | 6 | 8 | 10 | 12 | ||
| 3 | 1 | 2,2 | 3,4 | 5,2 | 6 | 6,4 | |||
| 4 | 1,4 | 1,8 | 4 | 4,8 | 5,4 | ||||
| 5 | 1,2 | 1,8 | 2,6 | 3,2 | |||||
| 6 | 0,6 | 1,4 | 1,8 | 2,2 | |||||
| 8 | 0,6 | 0,9 | 1,2 | ||||||
| 10 | 0,4 | 0,6 | |||||||
| 12 | 0,4 | ||||||||
Получаемые изделия












Факторы, влияющие на процесс резки
-
Мощность лазера
Мощность лазера является одним из самых важных факторов в процессе лазерной обработки материалов.Снижение мощности лазерного луча используется, когда нам необходима высокая точность вырезывания. С другой стороны, более толстые и прочные материалы требуют более высокой мощности лазерного луча.
-
Частота импульса
Частота импульса - это некоторая величина, пропорциональная мощности лазера. Современные лазеры обладают усовершенствованными функциями управления процессом резки, которые позволяют автоматически повышать или понижать частоту импульса в зависимости от обрабатываемого материала.
-
Тип газа, используемого при резке
Для того, чтобы процесс резки был эффективным и безопасным, для резки различных видов материалов требуются определенные типы газа. Древесина, например, является воспламеняющимся материалом и исключает применение кислорода при резке во избежании пожаров. С другой стороны, кислород можно использовать при резке металлических поверхностей, не содержащих оксиды.
Тип газа не является единственным фактором, влияющим на процесс. Качество газа не менее важно. один и тот же газ с различной частотой будет по-разному влиять на процесс резки (как на время, так и качество резки).
-
Давление газа
Давление газа в лазере является еще одним важным фактором. От давления газа зависит толщина разрезаемого материала. Чем тоньше материал, тем ниже должно быть давление газа, в противном случае существует риск повреждения материала и лазерного устройства.
-
Диаметр сопла
Режущие сопла существенно влияют на процесс резки лазером. Например, когда мы имеем дело с низким давлением лазерной резки, требуются сопла меньшего диаметра. И наоборот, когда обрабатываемый материал требует более высокого давления для резки, тогда нужно использовать сопла более крупного диаметра.
-
Расстояние от сопла до поверхности обрабатываемого материала
Расстояние от сопла до разрезаемой поверхности очень важно для качественного результата лазерной резки. Как правило, чем меньше расстояние между соплом и поверхностью, тем точнее и качественнее результат резки. Но в ряде случаев рекомендуется увеличить это расстояние для того, чтобы предотвратить повреждение оборудования.
Сервисное обслуживание
В рамках сервисного обслуживания нашими инженерами оказываются услуги по обучению, пусконаладочным работам, техническому обслуживанию и сопровождению оборудования.
- Шеф монтаж и обучение персонала
- Диагностика и ремонт
- Телесервис – удаленная диагностика
- Склад с комплектующими для лазерных станков
| Технические характеристики оптоволоконного лазера LM-1530C/2000 Raycus | |
| Мощность лазера | 2000 Вт |
| Лазерный источник | Raycus |
| Длина волны | 1060 Нм |
| Обрабатываемая площадь (X,Y), мм | 3000x1500 |
| Макс. скорость холостого хода | 90 м/мин |
| Ускорение | 1.0G |
| Точность позиционирования) | ±0,03 мм |
| Питание | 380В 50Гц/60Гц 60A |
| Мощность сервоприводов | ось X - 1000Вт, ось Y - 2х2000Вт, ось Z - 400Вт |
| Вес станка | 4000 кг |
| Габариты | 5800×2900×1750 мм |
Похожие товары







Станкофф.RU
420127, Россия, Татарстан, Казань, ул. Фатыха Амирхана, 42а
+7 (800) 5555770