Синхронизированный гидравлический листогибочный станок с ЧПУ PBH 400/5100


+7 (995) 888-07-13



Детальное описание
Прессы серии PBH, оснащенные современными электронными и гидравлическими устройствами, обеспечивают высокоточную и скоростную гибку листового металла. Синхронизация работы гидроцилиндров обеспечивается электромагнитными клапанами, контролируемые системой ЧПУ. Прессы являются базовыми для создания высокомеханизированных и автоматизированных участков обработки листового металла с высоким качеством продукции, хорошей производительностью и удобством в работе.
Краткое описание и основные особенности:
- Рама изготовлена из специальной стали и собрана в коробчатую конструкцию что позволяет обеспечивать высокую жесткость с хорошими показателями точности станка при высокой скорости работы;
- Электро-гидравлическая система, состоящая из мотор-помпы производства Германии и электромагнитных клапанов, полностью контролируемых системой ЧПУ, а так же наличие оптических линеек Heidenhain по оси Y1 и Y2 позволяют достигать полной синхронности работы гидроцилиндров с точностью позиционирования ползуна 0,01 мм;
- Гидравлической компенсацией прогиба рабочего стола, для обеспечения постоянной величины ввода пуансона в матрицу по всей длине гибки, что обеспечивает выполнение заданных параметров сгибания в автоматическом режиме;
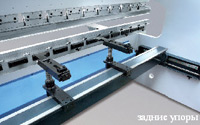
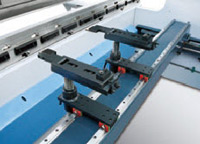
- На прессе установлен задний упор с комплектом упорных блоков, перемещение которого обеспечивается за счет высокоточных ШВП и двигателя переменного тока, контролируемых системой ЧПУ;
- Пресс оснащен удобной в эксплуатации и многофункциональной системой ЧПУ, производство Нидерланды, оборудованная мощным и интуитивно понятным графическим интерфейсом, идеальное сочетание простоты и технологической мощности.
- Система ЧПУ – автоматически вычисляет и оптимизирует работу пресса, показывая на графическом дисплее последовательность гибки, выводя на дисплей для оператора каждый шаг работы и сообщает о возможных ошибках, которые может совершить оператор;
- Простое использование интерфейса, предполагает быструю и простою переналадку на новый производственный процесс.
- Все что должен знать оператор – это основные характеристики материала (длина, толщина, вид материала), необходимый профиль изгиба и инструмент которым пользуется;
- Обеспечивает автоматические циклы гибки листового материала;
- Позволяет использовать систему быстрой смены инструмента;
- Обеспечена современная система защиты рабочей зоны.


Стандартная комплектация гибочного пресса:
| Серия PBH |
Гидравлическая система: Rexroth, (Германия), полное управление с ЧПУ всеми электро-гидравлическими системами,включая блок клапанов давления, блок клапанов синхронизации, блок клапанов подачи, масляной насос SUMITOMO, (Япония). Электронно - оптические линейки положения ползуна Heidenhain (Германия) с точностью до 0,01мм (ось Y1+Y2) |
Устройство ЧПУ: DELEM DA56, (Нидерланды), программирование в режиме 2-мерной графики. Управление 3-мя осями (Y1+Y2+X) |
Перемещение по осям: по оси X 500 мм, скорость 200 мм/сек; перемещение выполняется с помощью ШВП по линейным направляющим от привода серводвигателя; два упора можно вручную отвести влево или вправо вдоль по направляющим; |
Задний упор имеет два упорных блока, регулируемых по высоте и расстоянию между ними |
Система крепления инструмента AMADA-PROMECAM |
Станок оснащен комплектом механических зажимов, для смены инструментов пуансона, на столе, установлена двухручьевая матрица типа 2-V. (включая один набор инструментов на всю длину) |
Две передние поддерживающие опоры |
Боковое защитное ограждение с двух сторон и заднее защитное ограждение |
Выносная педаль управления с кнопкой аварийной остановки |
Инструкция по эксплуатации и обслуживанию станка |
Набор инструмента для обслуживания |
Шестигранник для установки инструмента |
Станок окрашен полиуретановой краской |
CE исполнение |
Электронно-гидравлическая система синхронизации работы цилиндров верхней траверсы и гидравлическая система компенсации прогиба нижней траверсы.
Дополнительные опции:
| Серия PBH |
Две передние поддерживающие опоры с перемещением по линейны направляющим |
Две синхронизированные, управляемые ЧПУ передние поддерживающие опоры |
Дополнительный задний упор (ось Z) |
Увеличение хода заднего упора по оси Х до 750 мм |
Увеличение хода заднего упора по оси Х до 1000 мм |
Система защиты по стандарту СЕ LaserSafe LZS003 |
Специальный инструмент, (4-х, 1-на ручейковая матрица) |
Быстросменный зажим инструмента |
Гидравлический зажим верхнего инструмента |
Гидравлический зажим нижнего инструмента |
Гидравлическая система компенсации прогиба траверсы с управлением гидроцилиндрами компенсации от ЧПУ |
Устройство охлаждение гидравлики (Demostic, Hydac) |
Устройство контроля постоянной температуры масла Demostic |
Смена ЧПУ: |
Изменение конфигурации автоматически управляемых осей:
| Серия PBH |
стандартная конфигурация Y1+Y1+X |
Y1+Y1+X+R (+V) |
Y1+Y1+X+R+Z1+Z2 (+V) |
Y1+Y1+X+R+Z1+Z2+X1 (+V) |
Y1+Y1+X1+X2+R1+R2+Z1+Z2 (+V) |
|
Передние поддерживающие опоры |
|
Две передние поддерживающие опоры с перемещением по линейны направляющим |
|
Синхронизированные, управляемые ЧПУ передние поддерживающие опоры |
|
система электромагнитных клапанов |
|
гидронасос |
|
гидравлическая система компенсации прогиба траверсы (опция) |
|
механический зажим инструмента |
|
быстросменный зажим инструмента (опция) |
|
двухручейковая матрица |
|
одноручейковая матрица (опция) |
|
четырехручейквая матрица (опция) |
|
гидравлический зажим инструмента (опция) |
|
световая система защиты(опция) |
|
лазерная система защиты (опция) |














Конфигурации автоматически управляемых осей задних упоров:
|
ось X |
|
оси X+R (опция) |
|
оси X+R+Z1+Z2(опция) |
|
оси X+R+Z1+Z2+X1 (опция) |
|
оси X1+X2+R1+R2+Z1+Z2 (опция) |





Delem DA56 (Нидерланды)

- 2D моделированием процессов гибки
- Дисплей LCD 10,4’’
- Память 32 Мб
- Функция диагностики;
- Автоматическое позиционирование 2-х задних упоров по 6 осям и расчет усилия по заданным параметрам гибки
- Библиотека пуансонов и матриц
- Автоматическая или ручная установка последовательности сгибов
- Автоматическая настройка рабочих скоростей
- Хранение и вызов программ
- Диалоговая программа имеет несколько языков
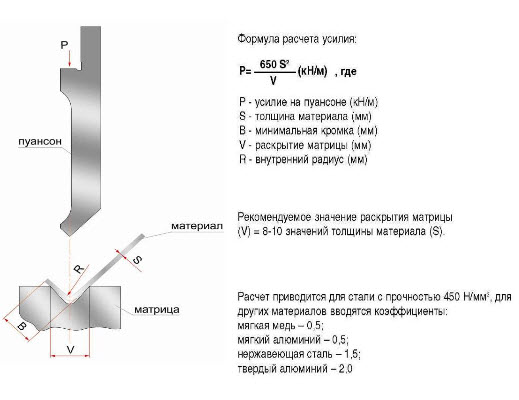
Таблица определения усилий листогибочного пресса:
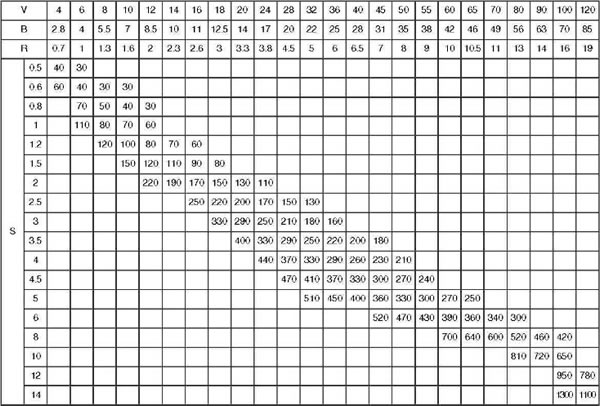
В таблице указываются удельное усилие (Р, кН/м), которое необходимо приложить к листовому материалу определённой толщины (S, мм), чтобы получить изгиб необходимого радиуса (R, мм). Данные приводятся для материала длиной 1 м. Таблица рассчитана для листового материала с прочностью o=450 Н/мм2 (углеродистая конструкционная сталь). Результат расчёта усилий необходимо пропорционально изменить в случае, когда показатели прочности имеют другие значения.
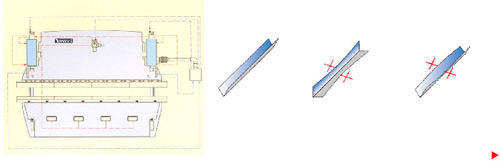
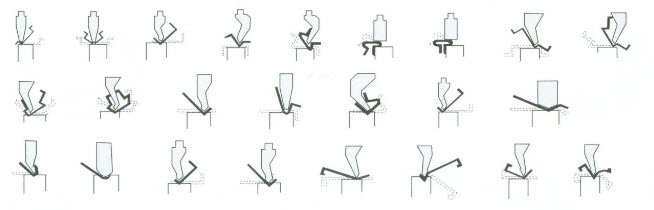
Получаемые профили:
| Усилие, кН | 400 |
| Длина рабочего стола, мм | 5100 |
| Расстояние между колоннами, мм | 4200 |
| Глубина зева, мм | 510 |
| Расстояние между столом и траверсой, мм | 520 |
| Ход траверсы, мм | 315 |
| Скорость опуская, рабочая, подъема верхней траверсы, мм/сек | 110/9/100 |
| Объем масленого бака, л | 1050 |
| Точность позиционирования заднего упора, мм | ±0,1 |
| Мощность двигателя, кВт | 30 |
| Габариты (ДхВхШ), мм | 5400х3880х2160 |
| Вес нетто, кг | 37800 |

Похожие товары










Станкофф.RU
420127, Россия, Татарстан, Казань, ул. Фатыха Амирхана, 42а
+7 (800) 5555770