Станок для облицовывания кромок Ostermann 6TM


+7 (995) 888-07-03



Детальное описание
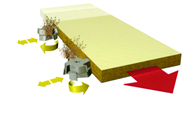
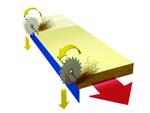
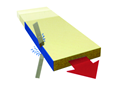
Cхемы обработки
| Предварительное фрезерование (опция) | Торцовка | Фрезерование свесов | Циклевка радиусная | Полировка |
 *Модульная установка |
 |
 |
 |
 |
*Возможность установки узла предварительного фрезерования на производстве.
Назначение
Автоматические кромкооблицовочные станки предназначены для облицовывания прямолинейных кромок плитных материалов рулонными кромками АБС, ПВХ и полосовым кромочным материалом толщиной до 3мм.
Отличительные особенности
- Модульная установка узла подфуговки (возможность установки узла на производстве);
- Алмазные фрезы на узле предварительного фрезерования 12000 об/мин. D60 x d20 x h48 (опция);
- Скорость подачи 10 м/мин;
- Бачок для клея-расплава с электронным блоком контроля температуры;
- Тефлоновый резервуар для клея под клеенаносящим роликом;
- Автоматическое понижение температуры клея при останове работы;
- Регулировка количества наносимого клея;
- Гильотина для предварительной резки толстого кромочного материала из ПВХ или АBS, с макс сечением 3x45мм;
- Торцовочный узел для обрезки переднего и заднего свесов пилой;
- Фрезерный узел для снятие свесов с вертикальной и горизонтальной настройкой, с двумя высокочастотными двигателями 12000 об/мин. Радиус фрезы 2мм или 3мм( опция);
- Циклевка радиусная R=2мм;
- Полировальный узел 2х0,18кВт 1400 об/мин;
- Транспортная система с цепью. Несущие плиты шириной – 73мм;
- Прижимные ролики верхней балки изготовлены из резины диаметром 70 мм, устанавливаются на подшипниках;
- Магазин подачи рулонного кромочного материала D 600мм;
- Пульт управления на передней панели станка;
- Поддерживающий суппорт для габаритных заготовок;
- Регулятор сжатого воздуха, влагоотделитель, маслораспылитель.
Конструктивные особенности
 |
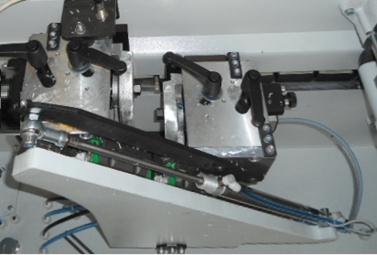
Узел предварительного фрезерования (опция) Модульная компоновка Предназначен для предварительной прифуговки торца заготовок перед приклеиванием кромки. Устраняет сколы после раскроя и ступеньку от подрезной пилы выравнивает геометрию детали(первый мотор работает в направлении подачи, второй против - для исключения сколов), макс припуск на обработку 2 мм. Узел прифуговки состоит из двух высокочастотных двигателей 12000об/мин, 1,1кВт и 0,75 кВт TEKNOMOTOR (Италия) |
 |
|
 |
Клеевой узел
|
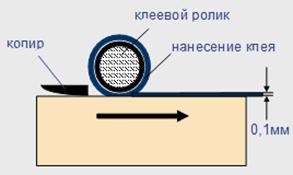 |
Опорный копир перед клеенаносящем валом предохраняет от удара и загрязнения передней край заготовки о вал во время подачи заготовки; исключает соприкосновение вала с торцом заготовки и возможность повреждения торца заготовки о насечки клеенаносящего вала. |
 |
Пресс группа
|
  |
Торцовочный агрегат
Данная система зарекомендовала себя как надежная и стабильная в течение всего срока эксплуатации. Отличительные особенности:
Торцовка оснащена системой аспираций. Отсутствие пыли на направляющих и подшипниках обеспечивает долговечность и стабильность работы системы. |
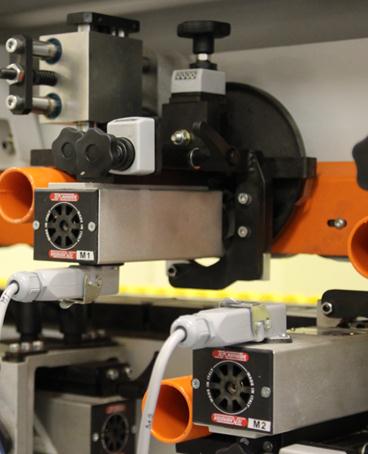 |
Узел фрезерный снятия свесов
|
 |
Узел радиусной цикли
|
 |
Настройка циклевочного узла Выводиться циклевочный узел из рабочей зоны с помощью рычажка. Это позволяет моментально перестроить циклевку на разную толщину кромки. |
 |
Полировка Полировка необходима для финишной обработки кромки. Данная операция обеспечивает:
|
 |
Подающий конвейер Деталь подается цепным конвейером с обрезиненными башмаками. Ширина башмаков 73мм.   Этот тип подачи более надежно фиксирует и перемещает деталь вдоль станка. Привод-мотор-редуктор VARVEL (Италия). Деталь приживается к конвейеру прижимной балкой с двухрядными роликами, установленными в шахматном порядке, чтобы максимально жестко зафиксировать деталь на конвейере.  |
   |
Комплектующие Комплектующие компоненты ведущих мировых производителей: Пневматика SMC(Япония); TECNOMOTOR(Италия); Электронные компоненты General Electric(США); Инструмент BUP(Италия); Подшипники FAG(Германия);Редуктора VARVEL(Италия); Контроллеры Unitronic(Израиль); Частотные преобразователи INVERTECK(Англия) |
 |
Панель управления Экран дисплея отображает настройки и рабочие параметры: температуру клея, индикацию работы узлов станка. Система показывает кол-во используемой кромки(счетчик длины кромки), количество обработанных деталей, кол-во отработанных часов. В случае неисправности на дисплее появляется описание неисправности с указанием агрегата и детали. |
 |
Блок подготовки воздуха Состоит из регулятора сжатого воздуха, водоотделителя и маслораспылитель. Водоотделитель
Предназначен для подачи масла впневмосистему. Смазывает элементы пневсосистемы: манжеты, пневмоцилиндры и пневмораспределители, направляющие, дроссельные системы. Блок подготовки воздуха обеспечивает стабильную работу всей системы и узлов станка, предохраняет элементы системы от закисания. |
 |
Защита электротехнической системы В станке установлено реле контроля фаз предназначенное для защиты нагрузки, подключаемой к трехфазной сети, защиты от повышения или понижения напряжения любого количества фаз и от нарушения порядка их чередования. Защита двигателей от перегрузок осуществляется при помощи встроенных термоконтактов. |
  |
Обслуживание станка Станок обладает хорошей доступностью узлов и простотой обслуживания. Все пресс маслёнки вынесены удобное место для обслуживание. Не надо демонтировать части станка для замены инструмента. Все регулировки узлов подписаны и находятся на лицевой панели станка. |

 Маслораспылитель
Маслораспылитель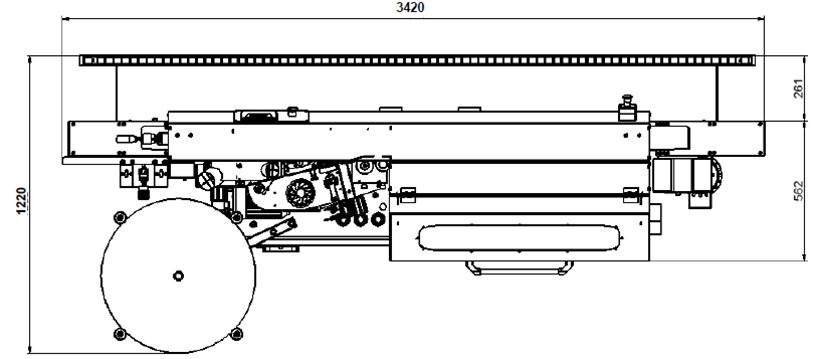
| Технические характеристики станка для облицовывания кромок Ostermann 6T | ||
| Толщина кромочного материала | мм | 0,4 - 3 |
| Толщина детали, мин/макс | мм | 8 - 45 |
| Размеры обрабатываемой детали ( мин ) - длинна x ширина | мм | 90 x 70 |
| Скорость подачи | м/мин | 10 |
| Пилы чистовой торцовки - 2шт. | мм | Ф80 х ф20 х 2,4/3, Z = 16 |
| Мощность двигателей- 2шт. | кВт | 2х0,22 |
| Обороты пил | об/мин | 12000 |
| Фрезы узла снятия свесов кромки по плоскости - 2шт. | мм | Ф75; Z = 4; R2 |
| Мощность двигателей-2шт. | кВт | 2х0,55 |
| Обороты | об/мин | 12000 |
| Полировальный узел – мощность | кВт | 2х0,18 |
| Обороты | об/мин | 1400 |
| Патрубки системы аспирации | мм | Ф 120 |
| Общая мощность | кВт | 5,6 |
| Питающее напряжение (3 фазы) | В | 380 |
| Давление сжатого воздуха | Bar | 6,5 |
| Габаритные размеры | ||
| - длина | мм | 3400 |
| - ширина | мм | 1200 |
| - высота | мм | 1260 |
| Вес | кг | 930 |
Похожие товары










Станкофф.RU
420127, Россия, Татарстан, Казань, ул. Фатыха Амирхана, 42а
+7 (800) 5555770