Токарно-обрабатывающий центр с ЧПУ DL-20/1000


+7 (995) 888-07-02


Детальное описание
Назначение
Токарные обрабатывающие центры с ЧПУ серии DL разработаны в соответствии с последними мировыми тенденциями в области комплексной токарно-фрезерной обработки. Данное оборудование применяется на машиностроительных заводах России, США, Италии, Южной Кореи.
Базовая комплектация
- 12-ти позиционная револьверная головка;
- гидравлическая задняя бабка;
- трех кулачковый патрон с гидравлическим приводом;
- система регулировки давления зажима кулачков патрона;
- конвейер для сбора стружки с контейнером;
- набор ключей и инструмента
Опции
- Система ЧПУ Siemens SINUMERIK 802S(D)
- устройство автоматической подачи прутка;
- система автоматической настройки инструмента Renishaw;
- 12-ти позиционная револьверная инструментальная головка типа VDI-30 с возможностью установки приводного инструмента;
- противошпиндель (неприводной);
- сквозной патрон с гидравлическим приводом;
- уловитель детали;
- индексация шпинделя;
Особенности конструкции
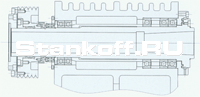
Шпиндель
Высокоточный, жесткий шпиндель установлен на двойных роликовых и радиально-упорных подшипниках фирмы NSK (Япония), что обеспечивает повышенную осевую и радиальную жесткость.
Наклонная литая станина
Наклонная листая станина отлита из чугуна. Угол накола станины 45° и 60°. Такая конструкция станины обеспечивает лучшую устойчивость, жесткость, гашение вибраций. Наклонная станина способствует более эффективному удалению стружки.
Привод главного движения
Станок оснащен приводом главного движения с ременной передачей и двигателем переменного тока с цифровым управлением. Максимальная частота вращения 4500 об/мин (DL-20). Управление частотой вращения осуществляется во всем диапазоне частот вращения с шагом 1 об/мин. Высокая скорость вращения шпинделя позволяет применять для обработки современный инструмент со сменными неперетачиваемыми пластинами и прогрессивные режимы резания.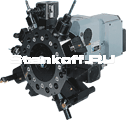
Револьверная головка(вместо инструментальный магазин)
В стандартной комплектации на станке установлена 12-ти позиционная револьверная головка. Поворот револьверной головки осуществляется в обе стороны для более быстрой смены инструмента. Время смены инструмента 0,3с.Опционально: 12-ти позиционная револьверная инструментальная головка типа VDI-30 с возможностью установки приводного инструмента.

Задняя бабка с конусом морзе №4 (DL-20), №5 (DL-40)
Пиноль задней бабки имеет гидравлический привод.
Система ЧПУ FANUC Oi-Mate TC
Тип – замкнутый; количество осей управления – 2 + шпиндель (2D); память на 63 программы; таблица корректоров на 64 инструмента.
Система ЧПУ Siemens SINUMERIK 802S(D)
До 3 аналоговых осей и один аналоговый шпиндель (без оси C; Аналоговый шпиндель через интерфейс ±10 В; Свободный выбор токарной или фрезерной обработкиПредварительно заданные станочные данные; Интерфейс RS 232 C; 48 цифровых входов и 16 цифровых выходов (0.5 A); Типовая программа и примеры PLC.
Устройство автоматической подачи прутка
http://www.intervesp-stanki.ru/files/image/tok2_html_m3e082bdb.png
Система автоматической настройки инструмента Renishaw
Предназначена для автоматической наладки инструмента и контроля его поломки; точность ввода коррекции на длину и диаметр инструмента; автоматическое измерение параметров всех инструментов в магазине станка в течение нескольких минут; обнаружение поломки инструмента непосредственно в технологическом процессе.| Техническая характеристика DL-20/1000 | |
| Диаметр обработки над станиной, мм | 460 |
| Диаметр обработки над суппортом, мм | 260 |
| Длина обработки, мм | 1000 |
| Ускоренные перемещения, X,Z мм/мин | 12/16 |
| Величина подач, мм/мин | 0-5000 |
| Диаметр патрона, мм | 200 |
| Частота вращения шпинделя, об/мин | 40-4000 |
| Мощность главного привода, кВт | 15 |
| Диаметр отверстия в шпинделе, мм | 70 (50) |
| Револьверная головка, поз. | 12 |
| Диаметр пиноли задней бабки, мм | 100 |
| Ход пиноли, мм | 120 |
| Конус задней бабки | МТ4 |
| Наклон станины,o | 60 |
| Габариты станка, мм | 4140-4840х1794х1795 |
| Масса станка, кг | 5500-6500 |
Похожие товары










Станкофф.RU
420127, Россия, Татарстан, Казань, ул. Фатыха Амирхана, 42а
+7 (800) 5555770