Станок волоконной лазерной резки листового металла и труб XTC-FT1325/1500 Raycus






+7 (995) 888-07-04



Детальное описание
Применение
Применяется при обработке металлических листов и цилиндрических изделий из нержавеющей, углеродистой, марганцевой стали, латуни, алюминия и т.д.
Комплектация
| I | Оптоволоконный лазерный источник | ||
| 1 | Лазерный источник | 1 шт. | Raycus (Китай) |
| II | Режущая головка | ||
| 1 | Лазерная режущая головка | 1 шт. | Raytools (Швейцария) |
| III | Узлы станка | ||
| 1 | Станина | 1 шт. | XTC-FT1325 (Китай) |
| 2 | Профильные направляющие | Hiwin (Тайвань). Класс точности H | |
| 3 | Система передачи | 9 шт. | Реечная передача YYC
(Тайвань). 6 класс точности |
| 4 | Серводвигатели и драйверы | 7 шт. | YASKAWA (Япония). Ось Y - 1800 Вт (3 штуки), ось X - 850 Вт, ось Z - 400 Вт, ось W - 1800 Вт |
| 5 | Муфта | 3 шт. | Shimpo (Япония) |
| 6 | Защита от пыли | Для осей X и Y и для лазерной головки. | |
| 7 | Газораспределительная станция | N2, O2 | |
| 8 | Газораспределительный клапан | 1 шт. | ITV 2000 SMC (Япония). Регулирует поток азота, кислорода и воздуха во время резки. Управляется системой управления автоматически. Очень удобно. |
| 9 | Электромагнитный клапан | AirTAC (Тайвань) | |
| 10 | Клеммный ряд | Weidmuller (Германия) | |
| 11 | Реле | APT (Германия) | |
| IV | Системы ЧПУ и программного обеспечения | ||
| 1 | Система ЧПУ | 1 шт. | CYPTUBE (Китай) |
| V | Вспомогательное оборудование | ||
| 1 | Водяной чиллер | 1 шт. | TongFei TFLW-1000 (Китай) |
| 2 | Компьютер | 1 шт. | Yanhua H610L (Тайвань) |

Особенности конструкции
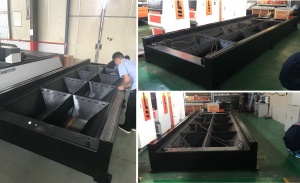
Сварная станина
1. Вес станины 6,6 тонн, толщина стенок 18 мм2. Практичная прочная конструкция
3. Благодаря отжигу станины, ее конструкция более устойчива и не подвергается деформации

Портал из марганцевой стали
Портал из квадратной литой алюминиевой трубы является наиболее востребованным на рынке. Так как портал из прочной квадратной трубы был бы слишком тяжелым, его делают из алюминия для обеспечения легкости в управлении.Большинство литых алюминиевых порталов на рынке не подвергаются тепловой обработке, что приводит к деформации 0,05 - 0,1 мм через год использования.
Чтобы обеспечить легкость управления при сохранении конструкции портала, было принято решение об использовании марганцевой стали при производстве портала. Портал из марганцевой стали также проходит через тепловую обработку. Таким образом, деформация сводится к минимуму по сравнению со значениями для алюминиевого портала.

Лазерный источник Raycus
1. Запатентованная конструкция для бесперебойной работы и легкого обслуживания.2. Устойчивый к суровым условиям окружающей среды.
3. Синхронизированное управление лазерным источником.
4. Прямое управление всеми функциями оптоволоконного лазера.

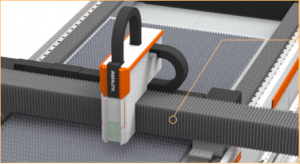
Режущая головка RAYTOOLS
1. Автоматическая настройка фокусного расстояния.2. Бесконтактный датчик высоты.
3. Горизонтальная регулировка линзы.
Система управления Cypcut
Профессиональная высокоточная система управления ЧПУ.1. Система управления Cypcut и программное обеспечение в английской версии, работающее с файлами в форматах DXF, AI, IGS.
2. Создание чертежей через программное обеспечение. Программное обеспечение с функцией маятниковой резки для экономии времени при изготовлении одинаковых изделий.
3. Функция NESTING для экономии материала с помощью экономии пространства.

Водяной чиллер TongFei
Профессиональная система охлаждения. Автоматически поддерживает заданную температуру хладагента.

Система передач
Профильные направляющие и привод шестерня-рейка YYC 6 класса точности (бренд №1 в Тайвани), профильные направляющие HIWIN 30 мм (Тайвань).
Японские сервоприводы YASKAWA
Высокая амортизация, хорошая ригидность, может выдерживать высокие скорости и ускорение. Линейные направляющие обеспечивают высокие скорости, высокую точность, высокую надежность.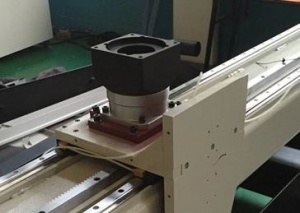
Редуктор Shimpo (Япония)
Система сбора
Система сбора пыли и отходов лазерной резки внизу станка
Система впрыска масла
После определенного времени эксплуатации шестерня и рейка требуют обслуживания (впрыска масла)
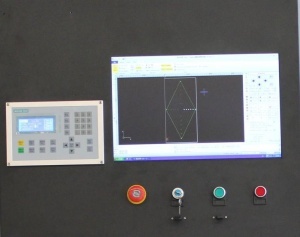
Электрический блок управления
1.Панель управления: Cypcut2.Драйвер серводвигателя: Yaskawa (Япония)
3.Реле
4.Автоматический выключатель: Chint
5.Контактор: APT
6.Электропитание лазера: Китай
7.Регулировка высоты: Cypcut BSS100
8.Компьютер: Advantech industrical 610L

Газораспределительный клапан
Регулирует поток азота, кислорода и воздуха во время резки. Очень удобно.
Вентилятор
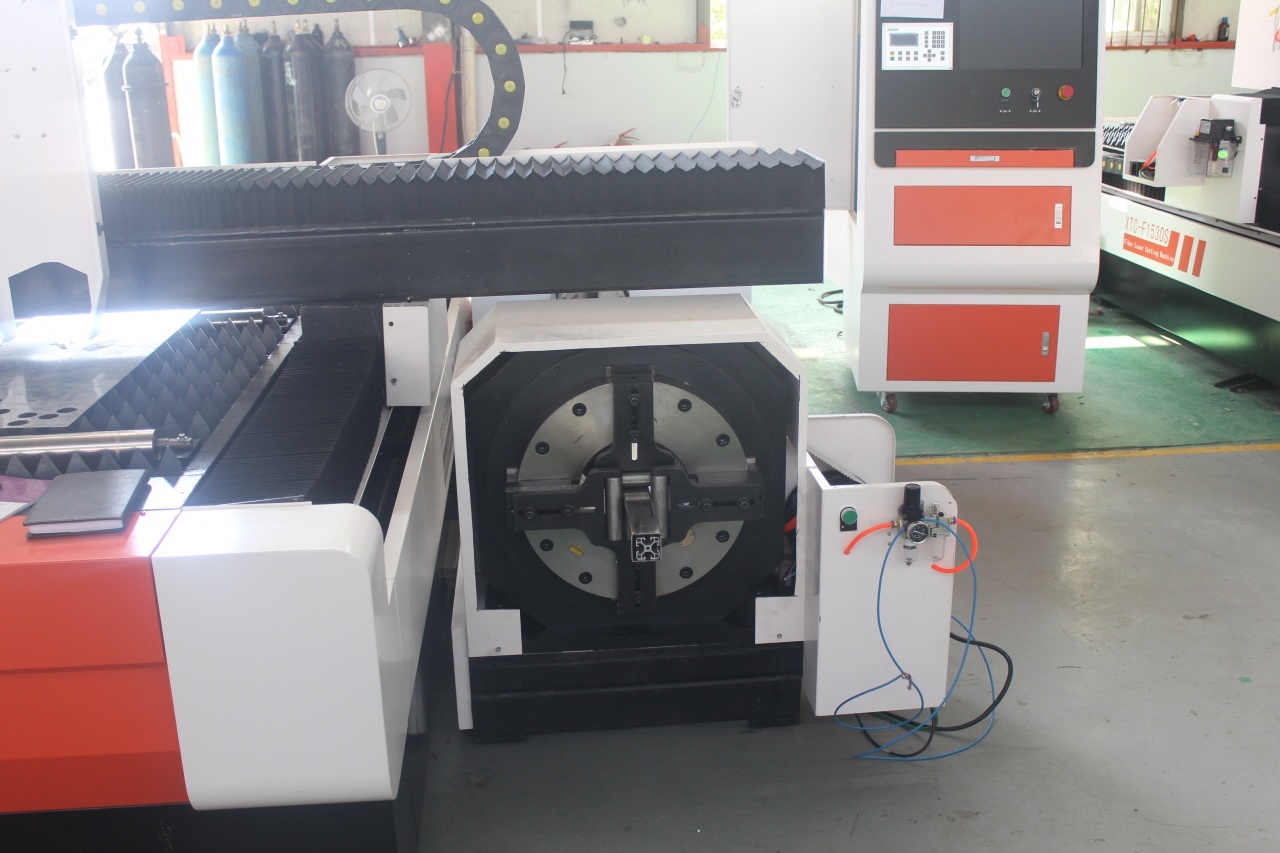
Помогает перемещать пыль и дым в течении процесса резки наружу и сохранять станок в чистоте, увеличивая тем самым срок его службы.Труборезный механизм
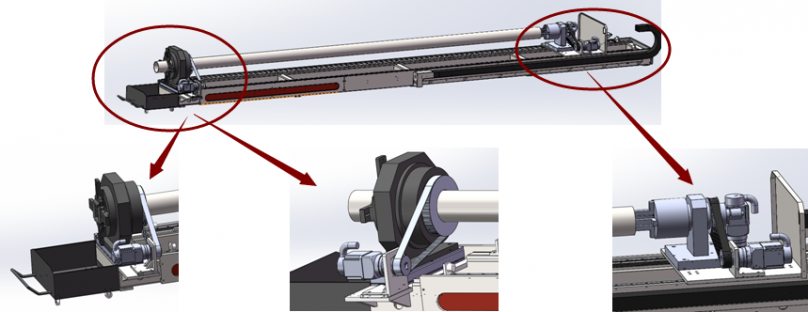
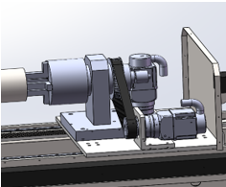
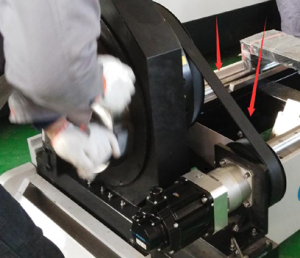
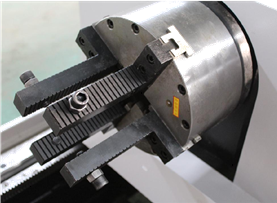
В труборезном механизме станка используются 3 серводвигателя, 3 мотор-редуктора и 2 ремня ГРМ. Ручные зажимные патроны регулируются в диапазоне 0 - 160 мм. Для круглых труб используются 3х кулачковые патроны, для квадратных труб 4х кулачковые патроны. Квадратные направляющие HIWIN (Тайвань) способствуют увеличению точности резки (в отличии от часто используемых на рынке круглых направляющих).
В процессе резки, особенно массивных труб, увеличение скорости серводвигателя вызывает тряску, что негативно сказывается на точности резки. В специально разработанной конструкции данного трубореза редуктор является первичным замедлителем, ремень ГРМ - вторичным. Эти два механизма замедления обеспечивают высокую эффективность и точность резки.
Отличительные особенности трубореза XTC-FT

Обычная конструкция на рынке
1. Большинство патронов на рынке соединены с редуктором и мотором напрямую без ремня ГРМ, что приводит к понижению точности резки.2. Более того, такая конструкция способствует сокращению срока службы редуктора.
Специально разработанная конструкция XTC-FT
1. Вторичный понижающий редуктор обеспечивает высокую точность и долговечность.2. Наличие вторичного понижающего редуктора сводит инерцию к минимуму и увеличивает точность резки.
3. Не сокращается срок службы редуктора.

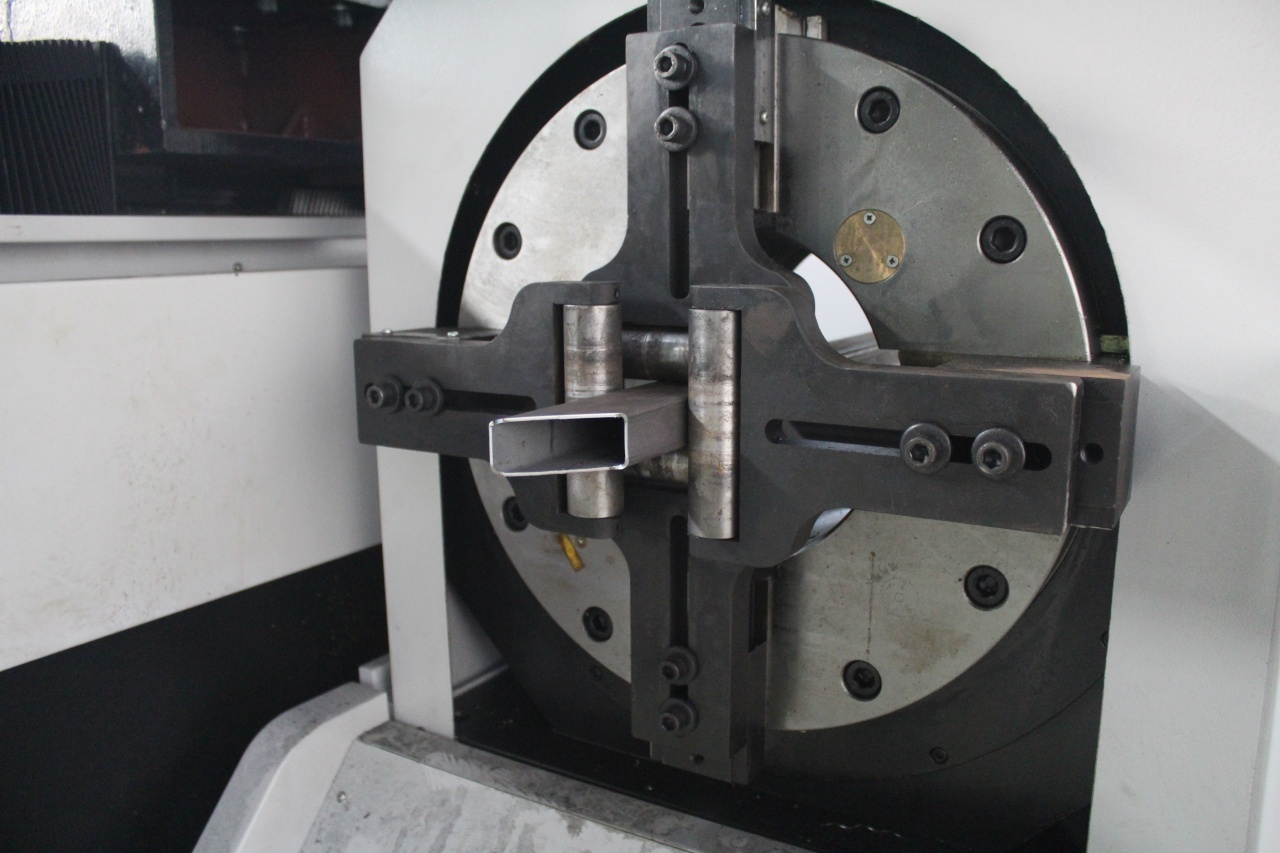
Обычная конструкция на рынке
Большинство производителей используют открытую конструкцию патрона, но точность резки при такой конструкции составляет всего лишь 0,5 мм.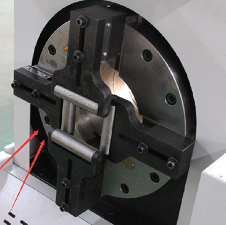
Конструкция XTC-FT
В станках серии XTC-FT используется закрытая герметичная конструкция, при которой точность резки достигает 0,03 мм.Конструкция трубореза
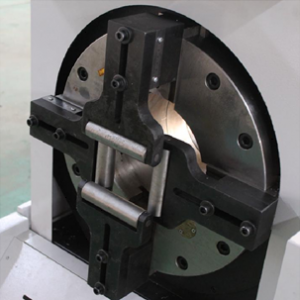
Фиксированный патрон закрытого типа в передней части трубореза
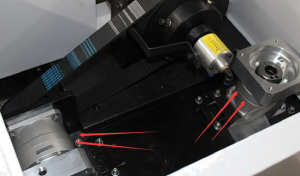
Серводвигатель на переднем патроне
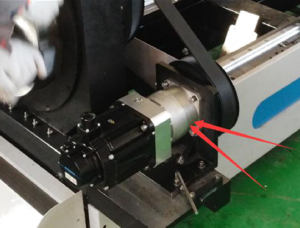
Мотор-редуктор переднего патрона
Ремень ГРМ переднего патрона
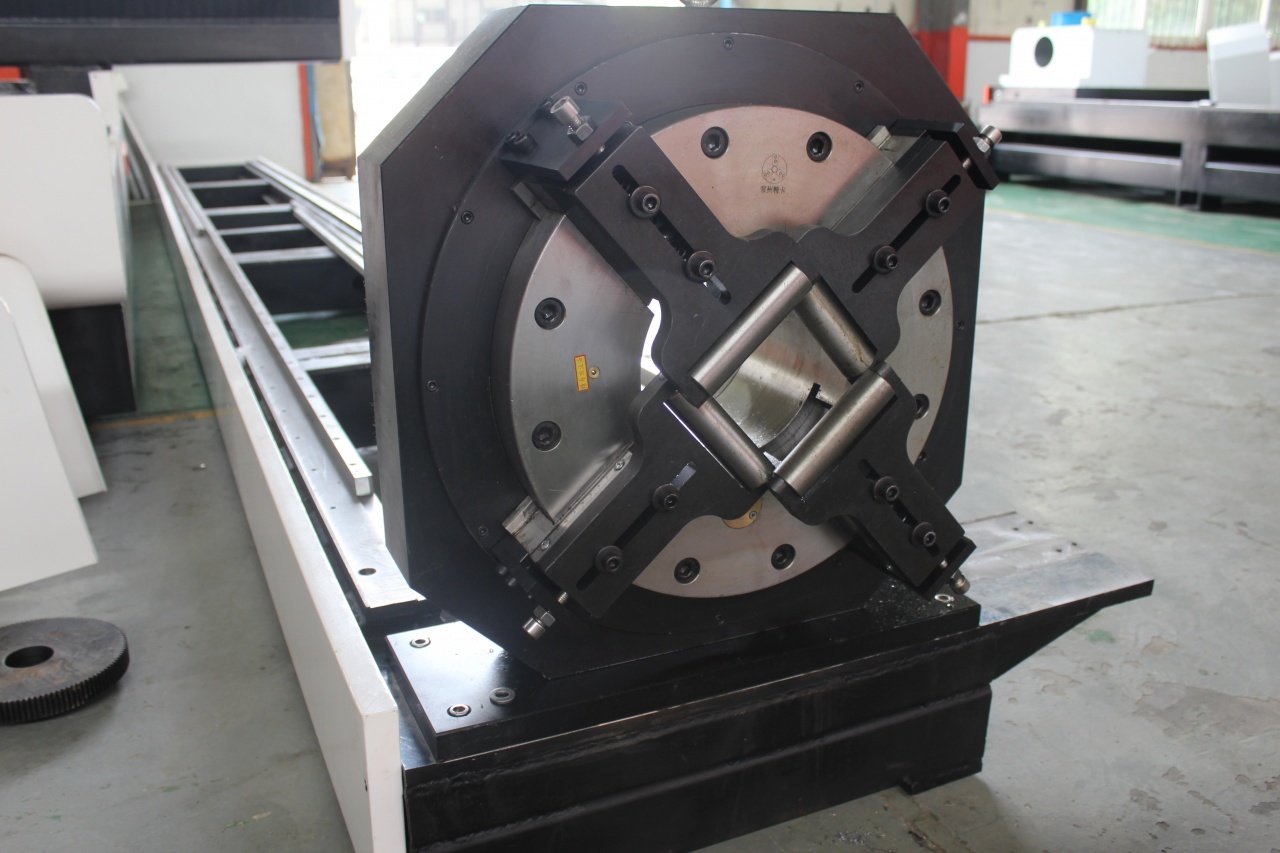
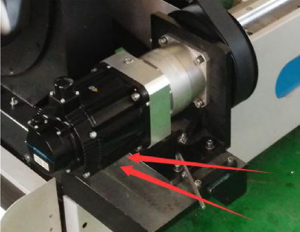
Задний патрон
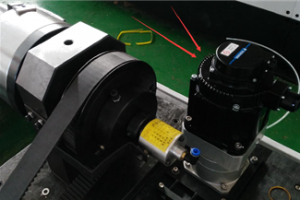
Первый серводвигатель заднего патрона

Второй серводвигатель заднего патрона
Два редуктора заднего патрона
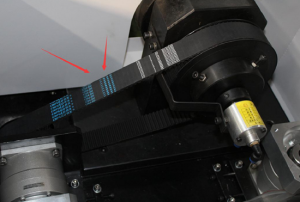
Ремень ГРМ заднего патрона
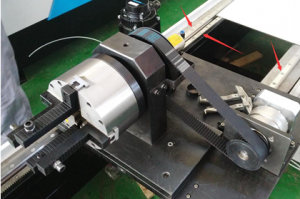
Шестерня рейка и направляющие
Расходники
| Название | Расход, шт./месяц | Срок службы, моточасы | В комплекте, шт. |
| Сопло | 1-2 | 500 | 4 |
| Защитная линза | 2 | 500 | 1 |
| Фокусирующая линза | 0,1 | 1500-2000 | 1 |
| Керамическое кольцо | 0,08 | 4000 | 1 |
| Фильтрующий элемент | 1 | 500 | 4 |
Таблица зависимости скорости резания от выходной мощности волоконного лазера, используемых газов, вида материала и толщины заготовки.
| Материал | Толщина мм. | Скорость м/мин | Газ |
| Нержавеющая сталь | 0,5 | 24 | N2 |
| 1 |
17 - 21 | N2 | |
| 2 |
5 - 7 |
N2 | |
| 3 |
2 - 3 |
N2 | |
| 4 |
0,9 - 1,5 | N2 | |
| 5 |
0,6 - 0,7 |
N2 | |
| Углеродистая сталь | 1 | 15 - 18 |
O2 |
| 2 | 5 - 6 | O2 | |
| 3 | 3,5 - 4 |
O2 | |
| 4 | 2 - 2,7 |
O2 | |
| 5 | 1,7 - 2,1 |
O2 | |
| 6 | 1,2 - 1,8 |
O2 | |
| 8 | 0,9 - 1,1 |
O2 | |
| 10 | 0,7 - 0,8 |
O2 |
Расход кислорода O2 и азота N2
Для резки углеродистой стали необходим кислород O2. Чем толще лист углеродистой стали, тем ниже давление O2 необходимо.
Для резки нержавеющей стали необходим азот N2. Чем толще лист нержавеющей стали, тем выше давление N2 необходимо.
Потребление воздуха представлено в таблице:
| Материал | Толщина | Расход воздуха |
| Углеродистая сталь | 1 мм | 40 л/40 мин |
| 2 мм | 40 л/50 мин | |
| 3 мм | 40 л/60 мин | |
| 4 мм | 40 л/70 мин | |
| 6 мм | 40 л/80 мин | |
| 8 мм | 40 л/90 мин | |
| 10 мм | 40 л/110 мин | |
| 12 мм | 40 л/180 мин | |
| 14 мм | 40 л/200 мин | |
| 16 мм | 40 л/220 мин | |
| 20 мм | 40 л/220 мин | |
| Нержавеющая сталь | 1 мм | 40 л/40 мин |
| 2 мм | 40 л/80 мин | |
| 3 мм | 40 л/40 мин | |
| 4 мм | 40 л/30 мин | |
| 6 мм | 40 л/30 мин | |
| 8 мм | 40 л/30 мин |
Изготавливаемые изделия
Используется при обработке металлических пластин и труб из таких материалов, как нержавеющая сталь, углеродистая сталь, марганцевая сталь, адамантин, пружинная сталь, латунный лист, алюминиевый лист

Факторы, влияющие на процесс резки
-
Мощность лазера
Мощность лазера является одним из самых важных факторов в процессе лазерной обработки материалов.Снижение мощности лазерного луча используется, когда нам необходима высокая точность вырезывания. С другой стороны, более толстые и прочные материалы требуют более высокой мощности лазерного луча.
-
Частота импульса
Частота импульса - это некоторая величина, пропорциональная мощности лазера. Современные лазеры обладают усовершенствованными функциями управления процессом резки, которые позволяют автоматически повышать или понижать частоту импульса в зависимости от обрабатываемого материала.
-
Тип газа, используемого при резке
Для того, чтобы процесс резки был эффективным и безопасным, для резки различных видов материалов требуются определенные типы газа. Древесина, например, является воспламеняющимся материалом и исключает применение кислорода при резке во избежании пожаров. С другой стороны, кислород можно использовать при резке металлических поверхностей, не содержащих оксиды.
Тип газа не является единственным фактором, влияющим на процесс. Качество газа не менее важно. один и тот же газ с различной частотой будет по-разному влиять на процесс резки (как на время, так и качество резки).
-
Давление газа
Давление газа в лазере является еще одним важным фактором. От давления газа зависит толщина разрезаемого материала. Чем тоньше материал, тем ниже должно быть давление газа, в противном случае существует риск повреждения материала и лазерного устройства.
-
Диаметр сопла
Режущие сопла существенно влияют на процесс резки лазером. Например, когда мы имеем дело с низким давлением лазерной резки, требуются сопла меньшего диаметра. И наоборот, когда обрабатываемый материал требует более высокого давления для резки, тогда нужно использовать сопла более крупного диаметра.
-
Расстояние от сопла до поверхности обрабатываемого материала
Расстояние от сопла до разрезаемой поверхности очень важно для качественного результата лазерной резки. Как правило, чем меньше расстояние между соплом и поверхностью, тем точнее и качественнее результат резки. Но в ряде случаев рекомендуется увеличить это расстояние для того, чтобы предотвратить повреждение оборудования.
| Размер рабочей области | 1300x2500 мм |
| Ход по оси X | 1300 мм |
| Ход по оси Y | 2500 мм |
| Ход по оси Z | 120 мм |
| Мощность лазера | 1500 Вт |
| Диаметр труб | 20-215 мм |
| Длина труб | 6000 мм |
| Патроны трубореза | ручные |
| Программный интерфейс | Included w/ PC control tower |
| Точность позиционирования | +/- 0.04 мм |
| Тип двигателя | Серводвигатели на шарико-винтовой передаче |
| Соединение с ПК | USB-порт |
| Источник питания | 380В 3 фазы |




Похожие товары








Станкофф.RU
420127, Россия, Татарстан, Казань, ул. Фатыха Амирхана, 42а
+7 (800) 5555770