Станок токарный с ЧПУ ГС1725Ф3 - Продам в Москве

 s80297556136
s80297556136Россия, Москва и Московская обл., Москва, Дмитровское шоссе, д. 85, офис 11
Детальное описание
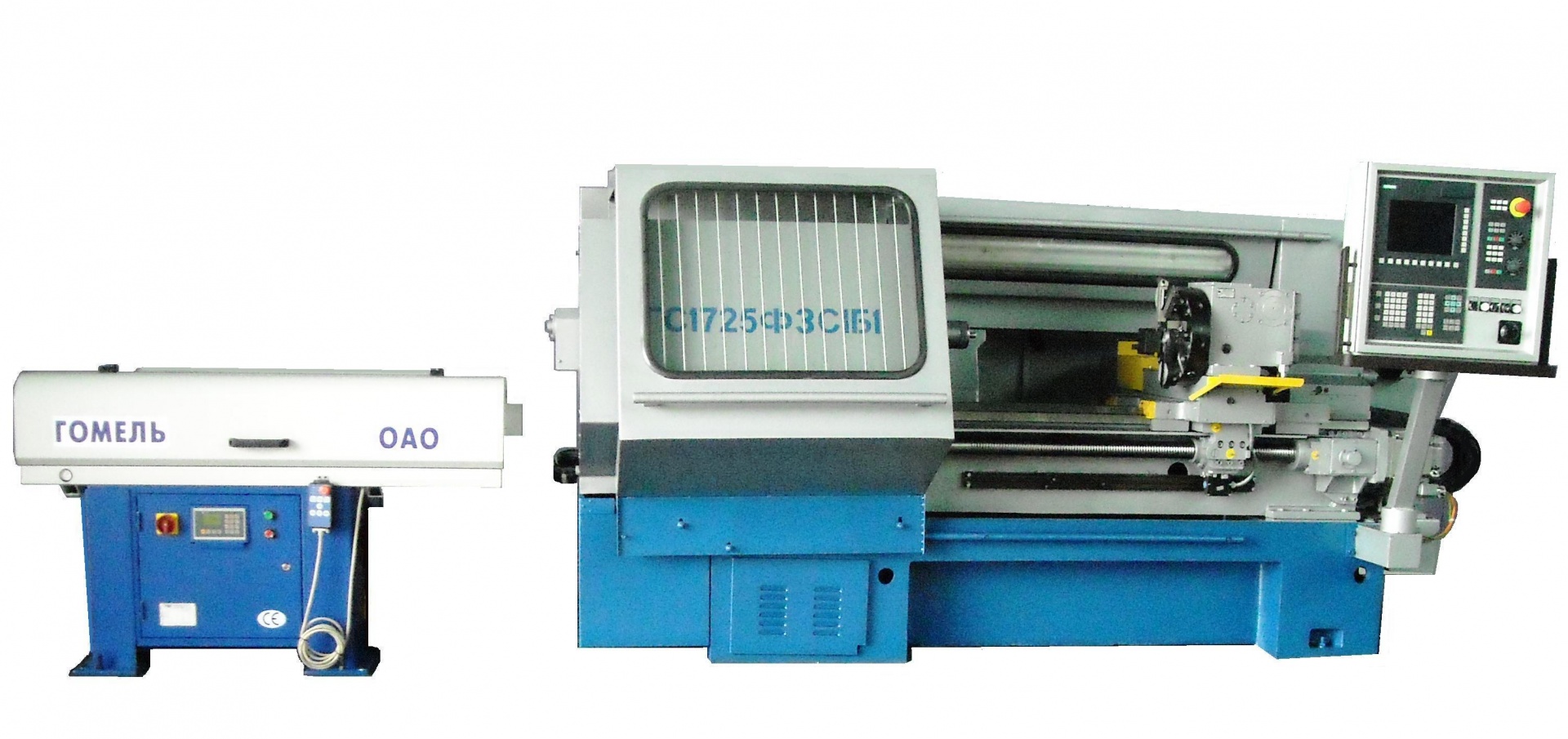
Станок токарный с ЧПУ ГС1725Ф3
https://stanok-kpo.ru/katalog/tokarnye-stanki/tokarnye-stanki-s-chpu/gs1725fz.html
Станок в патронном исполнении предназначен для токарной обработки в замкнутом цикле в патроне и центрах деталей с прямолинейным, ступенчатым и криволинейным профилем в условиях мелкосерийного и серийного производств.
Станок в прутковом исполнении предназначен для токарной обработки деталей из пруткового материала диаметром до 52 мм.
На станке можно производить наружное точение, растачивание, сверление, нарезание резьб по программе деталей различных материалов.
Диапазон регулирования частот вращения шпинделя и подач позволяет производить обработку изделий как из обычных черных и цветных металлов, так и легированных сталей.
Станок может быть оснащен различными системами ЧПУ, приводами, двигателями главного движения и подач.
Для перемещения суппорта в поперечном направлении применены роликовые направляющие «STAR» фирмы «Bosch Rexroth».
Применение 8-ми позиционной инструментальной головки УГ8 позволяет устанавливать достаточное количество инструмента для необходимой обработки детали.
В зависимости от выпускаемых модификаций к базовому обозначению станка добавляются следующие буквенно-цифровые индексы:
«С1»(«Siemens»), «С2»(«Fagor»), «С3» («Mitsubishi) и т.д. - системы ЧПУ;
«Г» - станок с автоматической головкой УГ8;
«Г1» - станок с автоматической головкой УГ9326;
«Г2» - станок с автоматической головкой УГ9321;
«Г3» - станок с приводом вращения инструмента УГ8П;
«Г4» - станок с приводом вращения инструмента (левая) УГ8Пл;
«Г5» - станок с автоматической головкой (левая) УГ8л;
«Б» - станок в патронном исполнении;
«Б1» - станок в прутковом исполнении;
«Н» - станок с рельсовыми продольными направляющими;
«К» - станок с односекционным шкафом;
«К1» - станок с односекционным шкафом и кондиционером;
«Т» - станок с транспортером для отвода стружки;
«М» - станок с механизированным подводом пиноли задней бабки;
«П» - станок с механизированным зажимом заготовки в патроне (П-электромеханический, П1-гидравлический, П2-пневматический).
Наибольший диаметр заготовки, устанавливаемой над станиной, мм 500
Наибольший диаметр обрабатываемой заготовки над станиной, мм 320
Наибольший диаметр обрабатываемой заготовки над суппортом, мм, не менее 200
Наибольший диаметр прутка обрабатываемой заготовки, мм 52
Наибольшая длина обработки, мм, не менее 750 - 150
Высота центров над направляющими станины, мм 250
Наибольшая высота резца, устанавливаемого в резцедержателе, мм 25
Число позиций инструментальной головки УГ8; УГ9326; УГ9321 6
Пределы частот шпинделя, мин-1 5 – 4000
Способ регулирования частоты вращения шпинделя бабки шпинделной бесступенчато
Пределы шагов нарезаемых резьб 0,25-40
Мощность привода главного движения, кВт 11
Суммарная мощность установленных на станке электродвигателей, кВт 19,6 16,45
Суммарная потребляемая мощность станка, (наибольшая), кВт 20,1 17
Наибольшая длина продольного перемещения (ось Z), мм 905
Наибольшая длина поперечного перемещения (ось Х), мм 210
Дискретность задания перемещения по координатам, ммпродольной (ось Z)поперечной (ось Х) 0,001
Точность линейного позиционирования, ммпродольного перемещения (ось Z)поперечного перемещения (ось Х) 0,010 - 0,005
Наибольшая скорость подвода и отвода инструмента, м/мин: в направлении продольного перемещения в направлении поперечного перемещения 10 - 7,5
Максимальная рекомендуемая скорость, мм/минпродольного перемещения (ось Z)поперечного перемещения (ось Х) 2000 1000
Создано 05.06.2017 Изменено 25.04.2025









