Продам Резьбонакатная машина для болтов в Москве






Детальное описание
Основные функции резьбонакатного станка обеспечивают пластическую деформацию изделий путем нажатия на две динамические и статические винтовые пластины и формируют необходимую резьбу, он может точно шлифовать различные стандартные зубья резьбы национального стандарта, ISO, DIN, JIS, ANSI, BS, GB
Автоматическая резьбонарезная машина большего размера M8 * 120 мм


премьера продукта
Основные функции резьбонакатного станка обеспечивают пластическую деформацию изделий путем нажатия на две динамические и статические винтовые пластины и формируют необходимую резьбу, он может точно шлифовать различные стандартные зубья резьбы национального стандарта, ISO, DIN, JIS, ANSI, BS, GB и т. д., машина обладает преимуществами высокой скорости и хорошей стабильности, минутная производительность может достигать 110 шт., что подходит для массового производства на крупномасштабной фабрике по производству ниток. Он также может проектировать, наматывать нестандартный винт и нестандартное оборудование и металлические изделия, особенно в соответствии с требованиями клиентов.
Характеристики
Модель №. | ТХ-8Р |
Пустой диаметр.Диапазон | 3-8мм |
Пустой диапазон длины | 120мм |
Размер диаметра резьбы | 108*127*25 мм |
Емкость (шт/мин.) | 90-110 |
Внешний размер | 2340*1280*1630мм |
Вес машины | 2000 кг |

Информация о продукте

Готовое изделие

Винтовая прокатная машина
Резьбонакатный станок TX-003/004 использует систему подачи в направлении 90 градусов и точность транспортировки, что обеспечивает транспортировку одного винта каждый раз.
TX-004 M4 * 25 мм Высокоэффективный резьбонарезной станок


Описание продукта
Резьбонакатный станок TX-003/004 использует систему подачи в направлении 90 градусов и точность транспортировки, что обеспечивает транспортировку одного винта каждый раз.
Новейший стиль, совершенный дизайн. Высокая скорость и стабильность, соответствующие вашей цели эффективности. Изготовленный из высококачественного материала, прошедший процесс термообработки с высокой стойкостью к истиранию и низкой деформацией, станок долговечен и точен.
Наши станки предназначены для точной обработки всех типов резьбы, соответствующей метрической, японской, американской и т. д. системам.
Накатка резьбы – это обработка поверхности цилиндрической заготовки. Принцип работы накатывания резьбы: два одинаковых, поверхность винта имеет одинаковую форму зуба с одинаковым углом резьбы винта, пластина винта при взаимном движении двух пластин винта между заготовкой болта из резьбы винта трущаяся доска и спина после завершения обработки резьбы болта, скорость вращения винта довольно высока для обработки небольшого болта. Резюме: Зубчатая шлифовка – это обработка наружной поверхности цилиндрической заготовки.
Параметры машины
Модель №. | Пустой диаметр. Диапазон (мм) | Максимум. Пустая длина (мм) | Производительность (шт/мин) | Размер фиксированной/подвижной резьбонарезной головки (мм) | Мощность двигателя (кВт) | Вес машины (кг) |
ТХ-003 | Φ1-2,6 | 20 | 250-350 | 55*45*15 | 1 | 300 |
Тх-004 | Ф2-3 | 25 | 200-300 | 65*80*20 | 1.5 | 600 |
Внутренняя структура
Основные производственные процессы
Грубая линия → Проволока → Заголовок → Накатка резьбы → Термическая обработка → Покрытие (цвет) → Упаковка

Преимущество
Обучение: Пожалуйста, отправьте 2 рабочих на нашу фабрику для базового обучения в течение как минимум месяца, затем он изучит некоторые основные операции и структуру машин здесь. Затем, при необходимости, мы можем направить некоторых инженеров в вашу страну для дальнейшего обучения, но, пожалуйста, помогите оплатить авиабилеты и визу, а также предоставить им проживание и ежедневное питание в вашей стране.
Гарантийный срок машины: 1 год
Мы предоставим бесплатную гарантию в случае неисправности, замену деталей, необходимых для устранения неполадок. Но повреждение оборудования из-за неправильной работы покупателя выходит за рамки бесплатного обслуживания, поставщик будет взимать плату за стоимость некоторых запасных частей.
По истечении гарантийного срока поставщик предоставляет пожизненные услуги по отслеживанию по льготным ценам на запасные части и сопутствующие услуги по техническому обслуживанию, а также предоставляет клиентам бесплатные технические консультационные услуги.
Готовое изделие

Резьбонарезной станок
Резьбонарезные станки точно изготовлены с использованием современных передовых технологий в стране и за рубежом с приоритетным улучшением и использованием высококачественных материалов, станки обладают преимуществами высокой скорости, высокой точности, высокой стабильности и долговечности, минутная производительность может быть до около 130шт.
TX-6RH M6 * 75mmL Высокоскоростной станок для нарезки резьбы с полной крышкой

Премьера продукта
Резьбонарезные станки точно изготовлены с использованием современных передовых технологий в стране и за рубежом с приоритетным улучшением и использованием высококачественных материалов, станки обладают преимуществами высокой скорости, высокой точности, высокой стабильности и долговечности, минутная производительность может быть до около 130шт. Машина подходит для заводов, производящих винты и другую метизную продукцию.
Высококачественные детали, импортированные из Тайваня, износостойкость, высокая термостойкость, долгое время для точной работы.
Основные функции резьбонакатного станка обеспечивают пластическую деформацию изделий за счет прессования двух динамических и статических винтовых пластин с резьбой и формируют необходимую резьбу. Он также может проектировать, наматывать нестандартные винты и нестандартные аппаратные продукты, особенно в соответствии с требованиями клиентов.
Данные продукта
Модель №. | TX-6RH |
Пустой диаметр.Диапазон | 3-6мм |
Пустой диапазон длины | 75мм |
Размер диаметра резьбы | 90*105*25мм |
Емкость (шт/мин.) | 110-130 |
Внешний размер | 2170*1170*1500мм |
Вес машины | 1700 кг |
Внутренняя структура

Готовое изделие

Особенности машины:
Новейший стиль, совершенный дизайн. Высокая скорость и стабильность, соответствующие вашей цели эффективности. Изготовленная из высококачественного материала, прошедшая процесс термообработки с высокой стойкостью к истиранию и низкой деформацией, машина долговечна с точностью в течение длительного времени.
В наших машинах используется автоматическая система подачи с вибрационным режимом.
Мосты для транспортировки материалов изготовлены в условиях высокочастотной закалки 40Cr, поэтому материалы могут двигаться гладко, а мосты устойчивы к истиранию.

Ползун наших машин изготовлен из сплавов оловянной бронзы, импортированных из Японии, а боковая панель изготовлена из пружинной стали с высокой стойкостью к истиранию из Тайваня, поэтому она может быть высокой стойкостью к истиранию, без какой-либо силы сопротивления и не выделяя тепла.
Подшипники наших машин импортируются из Японии NSK, а пружины импортируются из Японии Daido, смазочное оборудование импортируется из Тайваня.
Интерфейс всех частей очищается в соответствии с традиционной технологией ручной работы, расстояние между каждой позицией составляет менее 0,02 мм.
Наши станки предназначены для точной обработки всех типов резьбы, соответствующей метрической, японской, американской и т. д. системам.
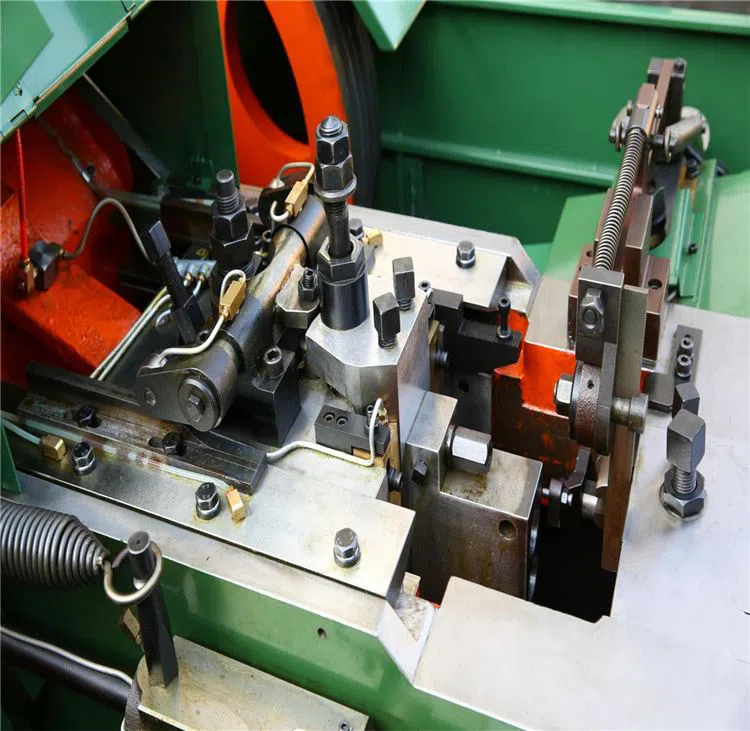
Принцип работы резьбонарезного станка
1. Арматурная зажимная конструкция:
Зажим арматуры завершается скользящим самоцентрирующимся режимом корпуса зажимного зажима, приводимым в действие вращением винта с положительной и отрицательной резьбой.
2. Обработка головки резьбы:
Арматура зажимается, резьбонакатная головка для зачистки ребер вращается и выполняется осевая подача для завершения обработки резьбы. Вращение реберной резьбонакатной головки осуществляется главным двигателем через редуктор со скоростью 50 об/мин. Подача завершается оператором, потянув за ручку, чтобы привести в движение редуктор и головку для зачистки ребер вдоль направляющей планки через шестерню и рейку.
3. Резьбовой ролик:
Резьбонакатное колесо для накатки резьбы состоит из трех частей, которые можно устанавливать взаимозаменяемо и формировать одновременно.
4. Инструмент продвижения и отступления:
Включите кнопку основного двигателя, двигатель приводит во вращение редуктор и головку для зачистки ребер, оператор тянет ручку для подачи, когда обработка резьбы завершена, сенсорная пластина переключателя хода нажимает кнопку переключателя хода, реверсирует и возвращается в исходное положение после задержки и автоматически останавливается.
Наше преимущество
1. Опыт производства, многолетний богатый опыт механического производства, профессиональная команда по исследованиям и разработкам и производству.
2. Ассортимент продукции полный, может предоставить полный комплект механического оборудования для производства винтов.
3. Качество продукции отличное. В течение многих лет ни одна из проданных машин не жаловалась и не возвращалась. Наша машина из-за хорошей производительности, неизменно высокой похвалы клиента.
Резьбонакатные станки для винтов
Резьбонакатный станок представляет собой оборудование для обработки поверхности цилиндрических заготовок. Принцип работы накатывания винтовой резьбы: две одинаковые поверхности винта имеют одинаковую форму зуба с тем же углом наклона винта, что и резьба винта.
Автоматические резьбонарезные станки TX-8RH M8*120mmL с полным покрытием для винтов

Описание продукта
● Резьбонакатный станок представляет собой оборудование для обработки поверхности цилиндрической заготовки. Принцип работы накатывания винтовой резьбы: две одинаковые поверхности винта имеют одинаковую форму зуба с тем же углом винта, что и резьба винта, и резьба винта стирается между заготовкой болта и двумя пластинами винта, когда пластина винта перемещает друг друга. Аннотация: Накатка резьбы – это обработка наружной поверхности цилиндрической заготовки.
● Основные функции резьбонакатного станка обеспечивают пластическую деформацию изделий путем прессования двух пластин с динамической и статической винтовой резьбой и формируют необходимую резьбу, он может точно шлифовать различные стандартные зубья резьбы в соответствии с национальным стандартом, ISO, DIN, JIS, ANSI, БС и др.,
● Этот резьбонарезной станок обладает преимуществами высокой скорости и хорошей стабильности, минутная производительность может составлять до 130 штук, что подходит для массового производства на крупномасштабном винтовом заводе. Он также может проектировать, наматывать нестандартные винты и нестандартные аппаратные продукты, особенно в соответствии с требованиями клиентов.
Спецификация и внутренняя структура


Готовое изделие

Общие проблемы и решения проволочной прокатной машины
1. Не могу раскатать шелк или беспорядочный шелк
Направление вращения прокатной головки неправильное; Характеристики прокатной головки не соответствуют характеристикам стального стержня.
Последовательность установки втулки неверна; Правильна ли последовательность установки прокатной головки;
Ролик и позиционирующая втулка повреждены;
2. Не запускать
Когда воздух открыт, реверс всегда останавливается в закрытом положении; В электропитании отсутствует фаза;
Термическая защита имеет функцию защиты и предохранитель перегорел;
Отвалилась проводка и сгорел трансформатор.
Проверьте, не поврежден ли контакт цепи управления.
Проверьте, не ослаблена ли кнопка «стоп-старт»; Исправен ли контакт кнопки;
Проверьте, в хорошем ли состоянии концевой контакт перед оборудованием, и не повреждены ли контакт, провод и предохранитель (предохранитель входного и выходного трансформатора).
3. Нет реверса (заднего хода)
Переключатель переднего хода сломан (около 7000 раз);
Реле задержки не работает;
Недостаточное расстояние между переключателем хода нагнетания нажимного блока, давление нажимного блока не на месте или оно повреждено и заклинило; Проводка отваливается;
Плохой ли контакт или поврежден ли контакт;
Проверьте, не на месте ли передний концевой контакт, открыта ли точка замыкания, закрыта ли точка размыкания и закрыта ли точка размыкания реле времени;
Проверьте, отсоединены ли ограничитель и точка закрытия в задней части машины, и проверьте точку линии, не ослаблена ли линия, плохой контакт, повреждена ли, сломана ли и т. д.;
4. Шелк Чешунь
Запустите машину, очистите ее против часовой стрелки, сверните проволоку и вытяните проволоку по часовой стрелке.
5. Последовательность замены внутренней прокладки резьбового ролика
По часовой стрелке: толстая средняя тонкая, внешняя прокладка тонкая средняя толстая;
6. Тонкая настройка
После ослабления шести винтов с внутренним углом (или трех винтов с внешним шестигранником) за головкой резьбового ролика используйте подвижный винт.
Размер точной регулировки гаечного ключа
7. Длина регулировочной проволоки
Отрегулируйте расстояние упора на переключателе двойного хода.
8. Длина кожи
Отрегулируйте и установите квадратное седло на вал извлечения инструмента.
9. Автомобильный провод заднего хода
(1) Прокладка в резьбовом ролике устанавливается в обратном порядке.
(2) Кнопка переключения вверх
(3) Включите машину и очистите ее против часовой стрелки. Нажмите кнопку возврата на кнопочном переключателе, чтобы свернуть провод по часовой стрелке, а затем вытяните провод против часовой стрелки.
Машина для изготовления болтов с гайками
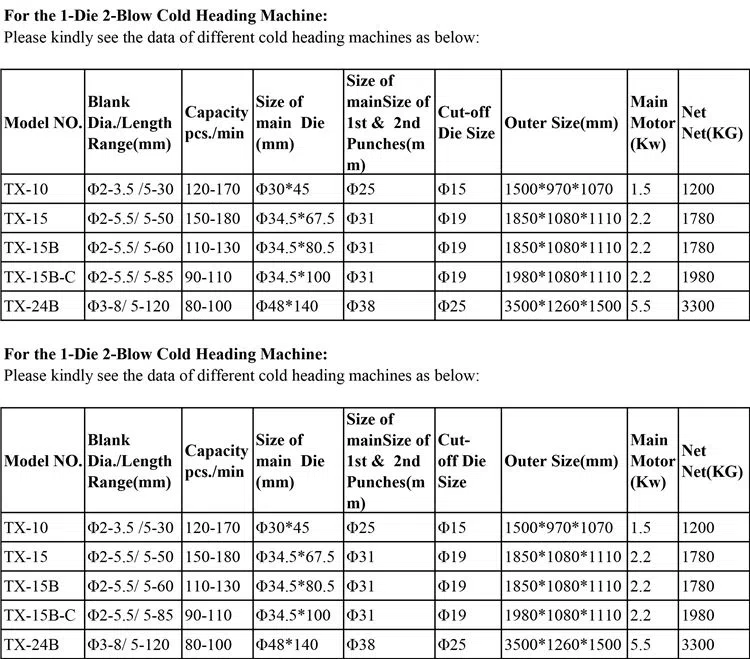
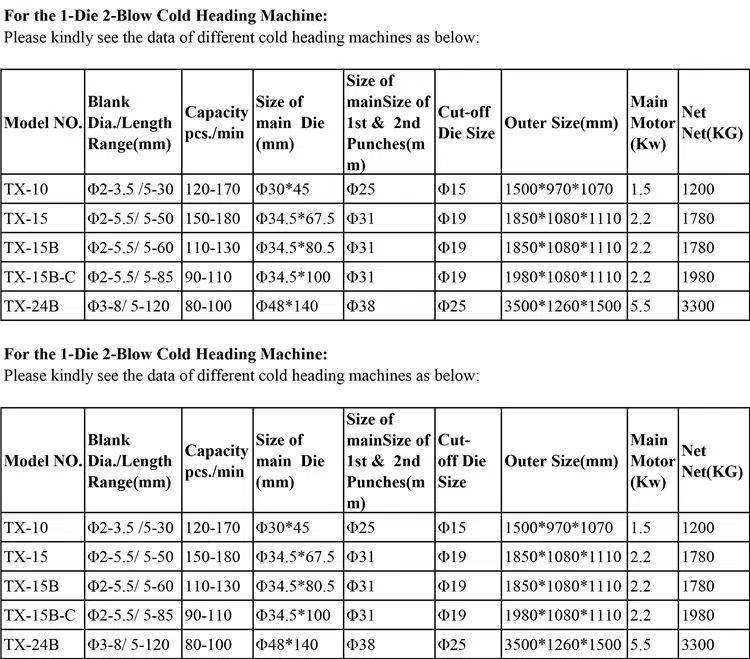
Станок относится к станку для холодной высадки, он может быть оснащен 4-6 основными матрицами, 4-6 пуансонными матрицами, которые в основном используются для формирования головок винтовых изделий, принцип работы - калибровка материалов линии, доступ к линиям, отправка материалы для основной формы
Автоматическая высокоскоростная многопозиционная машина для изготовления гаек и болтов с 4 штампами и 4 ударами холодной штамповки


Функции
(1). Станок относится к станку для холодной высадки, он может быть оснащен 4-6 основными матрицами, 4-6 пуансонными матрицами, которые в основном используются для формирования головок винтовых изделий, принцип работы - калибровка материалов линии, доступ к линиям, отправка материалов в основную форму. Работа выполняется без каких-либо задержек, производственная мощность может составлять примерно 110-130 штук в минуту, что относится к более продвинутым продуктам в современной технологии.
(2). Насадка для различных материалов: обычная сталь, углеродистая сталь, нержавеющая сталь, медь, алюминий, легированная сталь и т. д. с широкими функциями. (Для нержавеющей стали и легированной стали их можно нагреть до соответствующей температуры с помощью нагревателя и опрокинуть.)
(3). Эта машина производит различные крепежные детали специально для автозапчастей, включая нестандартные детали и детали специальной формы, также доступны многопозиционные формованные головки и ступенчатые хвостовики.

Основные производственные процессы
Грубая линия → Проволока → Заголовок → Накатка резьбы → Термическая обработка → Покрытие (цвет) → Упаковка
Краткое введение процессов и необходимых машин:
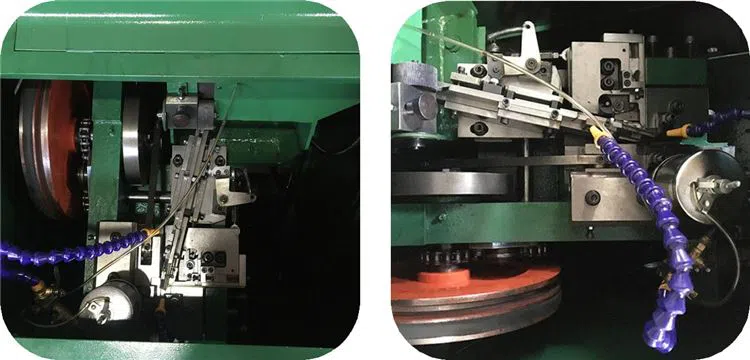
Применение и особенности:
Особенности машины холодной ковки:
(1). Соединение коленчатого вала, корпуса машины и шатуна изготовлено из латуни с высокой стойкостью к истиранию, выдерживает большую нагрузку, имеет длительный срок службы, низкие затраты на обслуживание.
(2). Корпус машины отлит из ковкого чугуна № 500, обладает высокой прочностью на растяжение, высокой устойчивостью к истиранию.
(3). Наши машины используют систему передачи зубчатых передач 2-го класса, высокую эффективность передачи, сильный момент силы передачи.
(4). Система зажима может быть перевернута и перемещена на 180 градусов, что легко для готовой технологии.
(5). Наша машина оснащена автоматической проверкой, которая может остановить машину при возникновении какой-либо неисправности, после чего машина может защитить оборудование и пресс-формы, инструменты.
(6). Основной монтажный комплект наших машин изготовлен из высококачественного материала, подвергающегося высокой стойкости к истиранию и термообработке с низкой деформацией, машина долговечна с точностью в течение длительного времени.
(7). Ключевые компоненты: коленчатый вал, латунная доска, скользящая часть, шестерня, подшипник, электродвигатель, система смазки, медная оболочка, пружина импортируются из Тайваня, Японии и Германии, которые соответствуют всем требованиям высокой точности, высокой твердости, высокие требования к стойкости к истиранию.
(8). Точность этой машины можно контролировать с допуском 2-5 мкм.
Подробное описание
(1) Серия машин 4-Die 4-Blow адаптирована к системе торможения пневматической муфты, ее ток срабатывания ниже, чем может применяться при толчковом режиме и однотактном / непрерывном режиме. Преимущества: сокращение времени пробного запуска и оптимизация рабочего пространства. Основной ползун останавливается в заднем положении, когда машина перестает работать.
(2) Все машины этой серии адаптируют инвертор для бесступенчатого изменения скорости.
(3) Эта серия станков, все основные механические детали, особенно корпус станка и основной ползун, были нормализованы после литья. Цель состоит в том, чтобы устранить напряжение, оставшееся в деталях, что предотвратит деформацию деталей и сохранит точность изготовления в течение более длительного периода.
(4) Система подачи адаптирует пневматический цилиндр для удержания материала, его давление воздуха регулируется, что снижает диаметр и износ материала при возврате питателя. Переключатель кормления не имеет ограничения по времени, поэтому не будет происходить ненормального кормления. Когда подаваемый материал не соответствует размеру, машина автоматически останавливается при этой аномалии. Подающий ролик оснащен стопором для предотвращения обратного хода материала.
(5) Резак системы отсечки адаптируется к полностью объемному разрезу, поперечное сечение гладкое и перпендикулярное. Ползунок резака центрируется с помощью стержня резака, что обеспечивает идеальный и стабильный процесс резки. Что касается регулировки, ориентация режущей пластины не требует использования подушки, она проста и точна.
(6) Задняя система KO адаптирует систему поворотного рычага, а ход кулачка KO регулируется. Окончательная матрица может быть заменена шестигранным обрезным кулачком. Кулачковые пластины точно обработаны ЧПУ, что улучшит сглаживание хода и стабильность акме KO.
(7) Передняя система KO, пуансон системы KO, кулачок KO точно сделаны для того, чтобы стержень KO, действующий с основной пластиной ползуна, отходил назад одновременно, поэтому заготовка полностью оставалась бы в штампе, что еще больше предотвращает работу. вынос детали с помощью пробивного инструмента для завершения следующего шага. Все 4 набора ударов способны выполнять нокаут и могут быть отрегулированы независимо друг от друга.
(8) Система захвата, кулачок захвата точно изготовлен с помощью ЧПУ, чтобы он был сопряженным кулачком. Материал представляет собой подшипниковую сталь, прошедшую нормализацию и высокочастотную термообработку, его твердость составляет HRC58°~61°. Направляющая держателя захвата трансформируется без зазоров, снижает нагрузку на машину, повышает надежность. Ползунок держателя рукоятки и направляющая ползуна, вся поверхность обработана высокочастотным нагревом, а затем отшлифована с высокой точностью. Направляющая держателя захвата может быть точно отрегулирована, что обеспечивает стабильность работы и более высокую надежность. Центрировать рукоятку очень просто. Приспособьте коробку передач к откидному держателю рукоятки (модель HH-84 или более высокий уровень).
(9) Существует вариант системы захвата, которая адаптируется к стойке пневматического цилиндра, рычаги захвата работают индивидуально и могут регулировать давление захвата в зависимости от размера и веса проволоки. Клипер можно заменить на гайку. Основываясь на рабочем процессе заготовки, вы можете перевернуть или перенести ее ровно. Центрировать рукоятку очень просто. Адаптируйте коробку передач к держателю Flip Grip (модель HH-84 или более высокий уровень)
(10) Оборудование для автоматической проверки:
Неисправность инвертора
Аномалия заднего нокаута
Ток перегрузки
Материал не соответствует размеру подачи
Конец материала
Настройка счетчика
Давление смазки низкое
Пневматическое давление низкое
Плавающая подставка для захвата
ЖК-дисплей оборотов
Технические характеристики
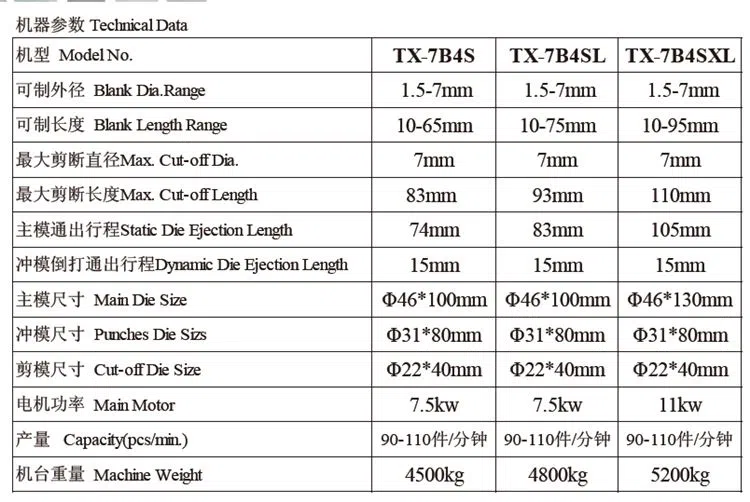
Болты машины
Машина может быть широко использована в производстве крепежа и винтов. Он имеет высокую эффективность производства и может производить различные типы винтов в больших количествах.
TX-15B Полностью автоматическая машина для производства винтовых болтов M5 * 60 мм

Премьера продукта:
1) Машина может быть широко использована в производстве крепежа и винтов. Он имеет высокую эффективность производства и может производить различные типы винтов в больших количествах.
2) Наши машины экспортируются в зарубежные страны, благодаря постоянной высокой оценке клиентов, машина также была на различных крупных выставках, на выдающихся выставках, в то же время мы также проводим дружеские обмены, чтобы принять лучшие предложения для улучшения нашей машины более отличные.
Структура


Готовое изделие

Параметры машины
Модель №. | ТХ-15Б |
Пустой диаметр.Диапазон | 2-5,5 мм |
Пустой диапазон длины | 60мм |
Длина основной матрицы | 80,5 мм |
Размер основного штампа | 34,5 мм |
Размер пуансонов | 31*75 мм |
Размер отрезного штампа | 19*40мм |
Мощность двигателя | 2,2 кВт |
Емкость (шт/мин.) | 110-130 шт/мин |
Внешний размер | 1850*1080*1110мм |
Вес машины | 1800 кг |

Машина для производства винтовых болтов
Машина также оснащена сложным компьютерным детектором, который может эффективно предотвращать возникновение несчастных случаев, а также является хорошим помощником в производстве винтов.
TX-15B-C M5*85mmL Автоматическая машина для производства удлиненных болтов

премьера продукта
● Машина также оснащена сложным компьютерным детектором, который может эффективно предотвратить возникновение несчастных случаев, а также является хорошим помощником в производстве винтов.
● TX-15B-C — гибкая и универсальная машина для холодной высадки. Его основная матрица определяет, что он может производить много распространенных на рынке винтов.
Структура

Готовое изделие

Параметры продукта
Модель №. | ТХ-15Б-С |
Пустой диаметр.Диапазон | 2-5,5 мм |
Пустой диапазон длины | 92мм |
Длина основной матрицы | 100 мм |
Размер основного штампа | 34,5 мм |
Размер пуансонов | 31,85 мм |
Размер отрезного штампа | 19*40мм |
Мощность двигателя | 2,2 кВт |
Емкость (шт/мин.) | 90-110шт/мин |
Внешний размер | 1980*1080*1110мм |
Вес машины | 1850 кг |

Станок производства саморезов для ДСП
TX-24B — это машина для холодной высадки, которая может производить широкий ассортимент шурупов, в том числе популярные шурупы для гипсокартона. ДСП саморез. Саморез. Он работает с высокой скоростью и стабильностью, высокой эффективностью производства.
Старшая автоматическая машина для изготовления шпилек

Премьера продукта:
● TX-24B — это машина для холодной высадки, которая может производить широкий ассортимент шурупов, в том числе популярные шурупы для гипсокартона. ДСП саморез. Саморез. Он работает с высокой скоростью и стабильностью, высокой эффективностью производства.
● Мы предоставляем клиентам самые первоклассные продукты и услуги, чтобы искренне приветствовать друзей из всех слоев общества, чтобы узнать и заказать.
Внутренняя структура
Параметры продукта
Модель №. | ТХ-24Б |
Пустой диаметр.Диапазон | 5-8мм |
Пустой диапазон длины | 120мм |
Длина основной матрицы | 140мм |
Размер основного штампа | 48мм |
Размер пуансонов | 38мм |
Размер отрезного штампа | 25*50мм |
Мощность двигателя | 5,5 кВт |
Емкость (шт/мин.) | 60-80шт/мин |
Внешний размер | 3500*1260*1500мм |
Вес машины | 3300 кг |

Подробное описание
(1) Серия машин 4-Die 4-Blow адаптирована к системе торможения пневматической муфты, ее ток срабатывания ниже, чем может применяться при толчковом режиме и однотактном / непрерывном режиме. Преимущества: сокращение времени пробного запуска и оптимизация рабочего пространства. Основной ползун останавливается в заднем положении, когда машина перестает работать.
(2) Все машины этой серии адаптируют инвертор для бесступенчатого изменения скорости.
(3) Эта серия станков, все основные механические детали, особенно корпус станка и основной ползун, были нормализованы после литья. Цель состоит в том, чтобы устранить напряжение, оставшееся в деталях, что предотвратит деформацию деталей и сохранит точность изготовления в течение более длительного периода.
(4) Система подачи адаптирует пневматический цилиндр для удержания материала, его давление воздуха регулируется, что снижает диаметр и износ материала при возврате питателя. Переключатель кормления не имеет ограничения по времени, поэтому не будет происходить ненормального кормления. Когда подаваемый материал не соответствует размеру, машина автоматически останавливается при этой аномалии. Подающий ролик оснащен стопором для предотвращения обратного хода материала.
(5) Резак системы отсечки адаптируется к полностью объемному разрезу, поперечное сечение гладкое и перпендикулярное. Ползунок резака центрируется с помощью стержня резака, что обеспечивает идеальный и стабильный процесс резки. Что касается регулировки, ориентация режущей пластины не требует использования подушки, она проста и точна.
(6) Задняя система KO адаптирует систему поворотного рычага, а ход кулачка KO регулируется. Окончательная матрица может быть заменена шестигранным обрезным кулачком. Кулачковые пластины точно обработаны ЧПУ, что улучшит сглаживание хода и стабильность акме KO.
(7) Передняя система KO, пуансон системы KO, кулачок KO точно сделаны для того, чтобы стержень KO, действующий с основной пластиной ползуна, отходил назад одновременно, поэтому заготовка полностью оставалась бы в штампе, что еще больше предотвращает работу. вынос детали с помощью пробивного инструмента для завершения следующего шага. Все 4 набора ударов способны выполнять нокаут и могут быть отрегулированы независимо друг от друга.
Что необходимо проверить при запуске болтоформера
Перед каждым пуском проверяйте, достаточно ли смазочного и охлаждающего масла, а также не ослаблены ли крепежные болты. Добавьте смазочное масло на вал маховика, сцепление, скользящий блок, тормоз и другие детали трансмиссии для технического обслуживания, чтобы обеспечить плавную и гибкую работу оборудования при достаточной смазке.
Перед запуском машины проверьте, исправна ли электрическая цепь болтовой машины, хороший ли контакт, нет ли старения, повреждения кожи и т. д.
Перед запуском проверьте, в норме ли давление воздуха и давление масла, не деформирован ли фюзеляж, не болтается ли и находится ли износ деталей трансмиссии в пределах нормы.
перед запуском машины проверьте, в порядке ли и подвижна ли электрическая кнопка, не поврежден ли клиновой ремень, не слишком ли он ослаблен или слишком натянут.
Болт Бывшие процедуры запуска и регулировки машины
Включите выключатель питания, и загорится индикатор давления воздуха (проверьте датчик давления воздуха, если он не загорается)
Включите переключатель смазочного масла, подождите некоторое время, загорится индикатор состояния смазки, и поверните указатель настройки амперметра в точку максимального значения (если индикатор состояния смазки не горит, проверьте переключатель смазки, манометр давления смазки и схема.)
Запустите главный двигатель, отрегулируйте правильный ролик, выньте ползунок трансмиссии, отрегулируйте подающее колесо и проверьте, подходит ли подающее колесо для проволоки. Если это подходит, нажмите кнопку толчкового или одностороннего движения, чтобы отправить материал в секцию ножниц, чтобы отрегулировать и выровнять ножницы и режущий штамп (если нет, замените подающее колесо)
Проверьте, соответствуют ли ножницы и режущая матрица диаметру материала, и отрегулируйте длину подачи на дюйм или одиночный ход, если это необходимо (если это не подходит, необходимо заменить режущий сердечник и режущую матрицу)
Отрегулируйте стопорный блок, чтобы он подходил для длины подачи, отрегулируйте подачу в дюймах или подачу за один ход, а также отрегулируйте время подачи и резки. Проверьте, нужно ли менять матрицу и пуансон. Если нет необходимости в замене, совместите пуансон с центром матрицы медленным или одинарным ходом (если необходимо заменить матрицу и пуансон, их следует заменить)
Путешествуйте, чтобы отрегулировать последний процесс после прохода, никогда не нужно проходить через процесс перед штифтом, отрегулируйте переднюю часть.
Отрегулируйте зажим для выравнивания на выпрямляющей платформе, отрегулируйте зажим для выравнивания с машиной и проверьте правильность времени передачи, правильность времени открытия и закрытия зажима и правильность времени открытия и закрытия зажима. правильно
Проверьте все функции машины с помощью одностороннего процесса в правильном случае. (отрегулируйте, если время передачи и время открытия/закрытия зажима неверны)
Включите переключатель счетчика и нажмите сброс; Включите переключатель «короткий дюйм»; Включите непрерывное вращение, при необходимости включите переключатель охлаждающего масла, отрегулируйте настройку амперметра так, чтобы она была выше отрицательной.
Текущий лимит; Отрегулируйте и установите защитное устройство в электрической коробке, чтобы проверить, есть ли короткий дюйм.
Содержание операции после выключения
выключите оборудование в соответствии с обычными процедурами. После завершения работы необходимо очистить мусор от отходов и провести плановое техническое обслуживание, а также содержать в чистоте окружающую среду машины и прилегающих территорий,
Чистота и чистота сайта по стандарту «6S».
когда оператор покидает пост или внезапно пропадает питание, все электропитание должно быть отключено
Создано 27.05.2022 Изменено 05.09.2022















