Продам Линия по производству черепицы в Москве

+7-962-811-05-90
Детальное описание
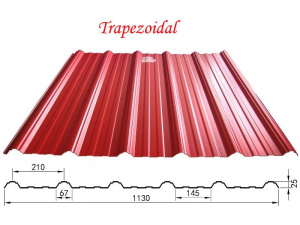
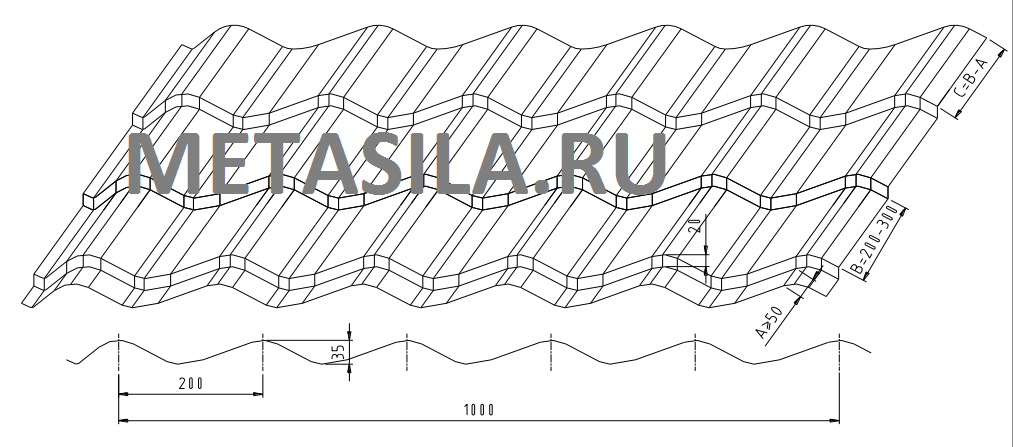
Линия по производству черепицы 
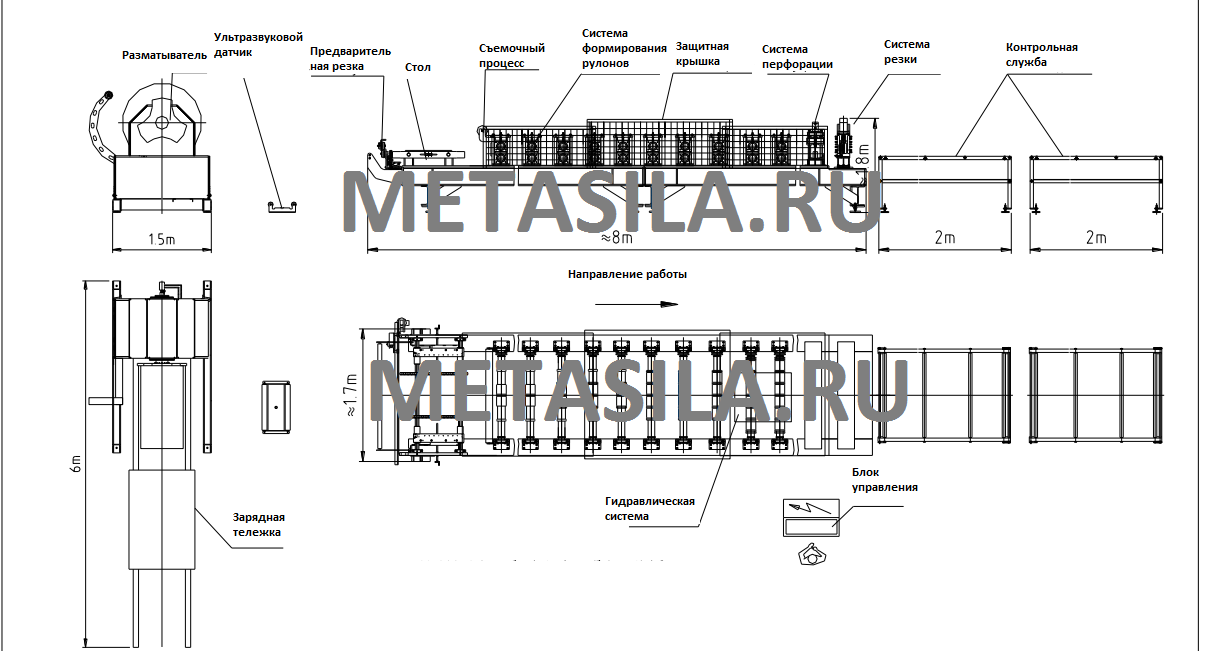
Линия состоит из:
1. Разматыватель: 1 комплект (5 Т автоматический).
2. Устройство для предварительной резки: 1 комплект (опционально).
3. Направляющее устройство: 1 комплект.
4. Съемочное устройство: 1 комплект.
5. Формирующая система: 1комплект.
6. Штамповочная система: 1 комплект.
7. Режущая система: 1 комплект.
8. Защитный чехол: 1 комплект.
9. Устройство вывода: 2 комплекта.
10. Гидравлическая система: 2 комплекта (Отдельно для размотки и основной машины).
11. Электрическая система:1 комплект.
Характеристики:
1. Подходящий материал:
Тип: Цветной стальной лист.
Толщина (мм): 0,5-0,6.
Предел текучести (Мпа): 235.
Ширина (мм): 1200.
2. Рабочая скорость (м /мин): Около 3-4.
3. Мощность двигателя предварительной резки (кВт): 0,55.
4. Главный двигатель машины (кВт): 7,5.
5. Мощность гидравлической станции (кВт): 7,5.
6. Мощность разматывающего двигателя (кВт): 2.2ю
7. Мощность гидравлической станции разматывателя (кВт): 3. Общая мощность (кВт): 20,75.
8. Сила: AC380V, 50 Гц, 3P.
Схема работы линии:
Размотка → Предварительная разрезка → Направляющая система → Съемка → Формирование рулона → Прессование по длине → Обрезка по длине → Вывод

Подробнее:
РАЗМАТЫВАТЕЛЬ (с ультразвуковым управлением)
Характеристики:
Грузоподъемность: 5 т.
Соответствующий материал: 508мм, 610мм.
Подходящая ширина материала: макс.1250 мм.
Функции:
Тип опоры катушки: консольный электродвигатель.
Тип разматывания: гидравлический.
Расширяющийся тип: да.
Нажимной рычаг: да.
Гидравлическая система катушечного вагона: независимый.
Электрическое управление: независимый.
ФОРМИРОВОЧНАЯ СИСТЕМА:
1. Система предварительной резки (опция). Это устройство в основном используется для сохранения материала при смене материала.
2. Направляющая платформа. Она устанавливается в начале оборудования с направлением влево-вправо, что помогает оператору установить лист в правильном направлении. Левая сторона и правая сторона могут регулироваться отдельно с помощью ручной винтовой конструкции.
3. Система съемки. Она используется для защиты поверхности панели. Она состоит из устройства для хранения и прессования пленки.
4. Система формирования рулонов.Система формирования рулонов состоит из рамы, деталей трансмиссии и роликов для формирования рулонов и т.д.
Ролик этой линии изготовлен из стали № 45, поверхность окрашена твердым хромом, все обработано прецизионными станками с ЧПУ, поэтому ролик обладает хорошей жесткостью.
Тип опоры ролика: колонна.
5. Система штамповки:
Метод прибивки остановки: снижение скорости → остановка → пробивка → перезапуск.
Весь процесс происходит автоматически и осуществляется ПЛК.
Кодировщик автоматически определяет длину пробивки , которую можно установить соответствующим образом.
Пробивая прессформа принимает сталь 45 с азотированием и полировкой.
Гидравлическая система штамповки работает плавно, предотвращая повреждение листа.
6. Режущая система:
Режущая система содержит режущую раму, режущую форму, направляющее устройство, цилиндр для резки масла
и т.д.
Материал режущего лезвия - Cr12 с закаленной обработкой, после резки.
Направляющее устройство имеет конструкцию колонны и втулки для плавной резки под давлением.
Лезвие принимает форму кривой с размером 10 мм.
Мощность резки обеспечивается гидравлической станцией.
7. Мобильная защитная крышка:
Защита в основном используется для защиты операторов. Её можно перемещать вручную. Машина
немедленно остановится, когда крышка сдвинется.
8. Опорный стол:
Это опорное устройство состоит из 2 опорных столов длиной 2 м, каждая рама сварена квадратной сваркой, верхняя часть машины может устанавливать несколько опорных роликов, вращающихся в соответствии с функцией настройки, нижняя часть состоит из регулировочного винта, так что он может соответствовать выходной высоте пластины.
9. Гидравлическая система:
1. Обеспечение питания для систем штамповки и резки.
2. Содержит масляный насос электродвигателя, гидравлический клапан, измеритель давления, фильтр и т.д.
3. Средство давления масла использует гидравлическое масло с антифрикционным покрытием 46.
10. Электрическая система управления:
1. Технология управления ПЛК, которая может обеспечить автоматическое производство.
2. Система обеспечивает интерфейс "человек-машина", который может устанавливать партии, длину пластины,
количество и так далее.
3. Тип управления: Сенсорный экран + кнопка.
4. Кодировщик вычисляет число, которое имеет функцию расчета и измерения длины.
Требования к сырью:
Холоднокатаная сталь должна соответствовать стандарту GB / T 716;
Горячекатаная сталь должна соответствовать стандарту GB / T 3524;
Цветная сталь должна соответствовать стандарту GB / T 12754;
Оцинкованная сталь должна соответствовать стандарту GB / T 15675;
Допуск по ширине менее 2 мм, боковой изгиб менее 3 мм / 10000 мм.
Конечный продукт:
Допуск составляет ± 3 мм, если общая длина превышает 6 м.
Допуск составляет ± 2 мм / м при общей длине менее 6 м.
Выпуклость панели, отступ, боковой изгиб, деформация≈ 1,5 мм/м.
Видео работы: https://youtu.be/Ne_lewMaJQ8
Цвета:
Цвет основной части: синий.

Цвет защитного чехла: желтый.

Основная часть движения: оранжевый.

Создано 14.02.2022 Изменено 02.10.2023