Продам Машина контактной сварки МТ-1928ЛН с медным столом в Санкт-Петербурге



+7 (968) 180-27-67
Россия, Санкт-Петербург и область, Санкт-Петербург, г. Санкт-Петербург, ул. Савушкина, д. 85
Детальное описание
Машина разработана с применением современных научно-технических достижений. Пневмопривод - совместная разработка ООО «ПФ Контактная сварка» и «Камоцци». Все элементы пневматики и педали – ООО «Камоцци», тиристорные контакторы, блоки управления сваркой – ООО «ПФ Контактная сварка». Из большого спектра регуляторов, заказчик может выбрать для себя самый удобный.
УСТРОЙСТВО И ПРИНЦИП РАБОТЫ
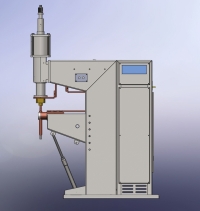
1. Каркас 1 является основной несущей конструкцией машины. Пневматический привод 2, вертикально перемещающий верхний электрододержатель 11, установлен на подвижном плече 4. Подвижное плечо состоит из двух секций, закреплено на колонне и имеет возможность перемещения над медной столешницей 5.
Регулятор контактной сварки 6, автоматический выключатель 7 и переключатели ступеней трансформатора 8 расположены под столешницей у рабочего места оператора.
Сварочный трансформатор и контактор закреплены внутри каркаса. Вторичная обмотка трансформатора с помощью токоведущих кабелей 9 соединяется со столешницей и с хоботом 3. Хобот вместе с электрододержателем 11 и электродом 12 закреплен на фланце пневмоцилиндра.
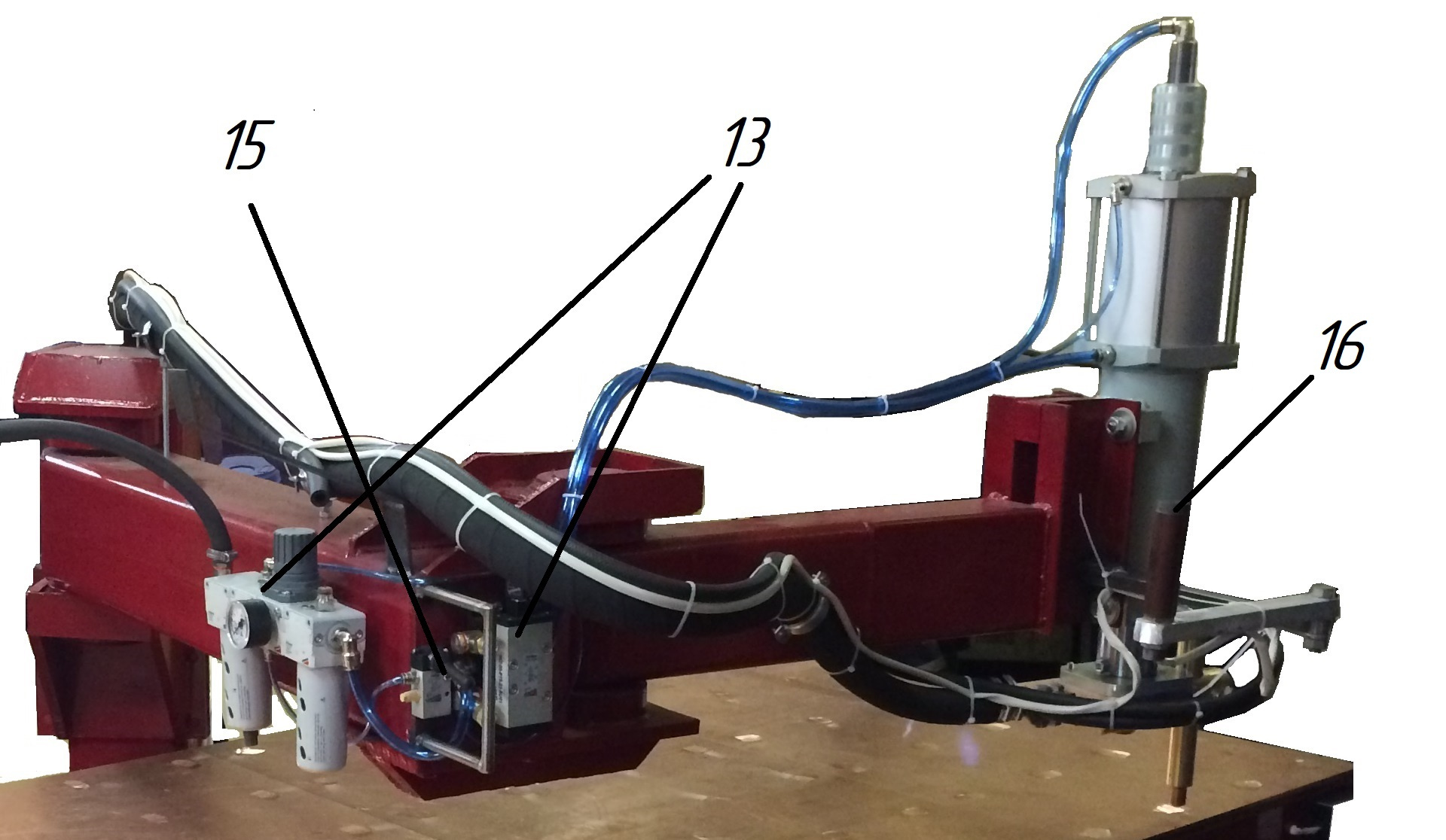
Пневматическое устройство 13 и рукоятка пневмораспределителя 15 расположены на подвижном плече машины. Система охлаждения 14 - внутри, на боковой стенке каркаса. Кнопка пуска сварки 16 встроена в выносную ручку на подвижном плече.
2. Принцип действия машины состоит в том, что сварка осуществляется путем сжатия деталей, нагретых проходящим непосредственно через них сварочным током.
Работа машины начинается с нажатия кнопки пуска сварки после подведения электрода к месту сварки. С этого момента автоматически и в заданные отрезки времени совершаются операции цикла сварки, а именно: сжатие деталей между электродом и медной столешницей, прохождение электрического тока через сжатые детали (сварка), выдержка деталей в сжатом состоянии при выключенном токе (проковка) и поднятие электрода (пауза). Для получения одной сварки следует после нажатия сразу же отпустить кнопку.
Циклы сварки будут повторяться, если педальная кнопка остается нажатой, а переключатель рода работы на передней панели регулятора контактной сварки установлен в положение "автоматический цикл".
Если при перемещении подвижного плеча над свариваемыми деталями возникает необходимость в пользовании дополнительным ходом, необходимо повернуть ручку пневмораспределителя, а затем по проведении операции возвратить ее в исходное положение.
3. Привод пневматический перемещает верхний электрод и сжимает свариваемые детали, создавая при этом необходимое сварочное усилие. Привод состоит из цилиндра и направляющей с двумя втулками.
Внутренний объем цилиндра разделен поршнями на 3 камеры. При впуске сжатого воздуха в среднюю камеру поршень совершает рабочий ход; при впуске сжатого воздуха в нижнюю и выпуске из средней - возвращается в исходное положение. Величина рабочего хода поршня плавно регулируется установкой поршня в соответствующее положение при помощи гайки, навинченной на резьбовой конец штока и опирающейся на верхнюю крышку.
Для предотвращения поворота рабочего поршня служат шарикоподшипники, расположенные в пазу направляющей.
Привод электрически изолирован от каркаса машины.
4. Работа пневматического привода и управление им осуществляется согласно принципиальной пневматической схеме (рис. 4). Сетевой сжатый воздух через вентиль ВН, фильтр-влагоотделитель Ф распределяется на две ветви.
По одной ветви при расположении рукоятки пневмораспределителя Р "вниз" сжатый воздух подается в верхнюю камеру цилиндра пневматического привода; по другой - через редукционный пневмоклапан КР, маслораспылитель МР, электропневматический клапан Y1K - попеременно в нижнюю или среднюю камеру цилиндра. (Устройство и работа электропневматических клапанов изложены в отдельно прилагаемом паспорте).
Манометр МН показывает значение редуцированного воздуха.
Поворот рукоятки пневмораспределителя Р в положение "вверх" соединяет верхнюю камеру пневматического цилиндра с атмосферой. При этом верхний электрод совершает дополнительный ход. Глушители Г1,Г2, Г3 предназначены для снижения шума.
5. Охлаждение вторичного витка сварочного трансформатора и токоведущих элементов проточной водой осуществляется согласно принципиальной схеме охлаждения (рис. 5). Вентиль ВН через колодку-тройник обеспечивает включение двух ветвей охлаждения вторичного контура машины.
6. Схема электрическая принципиальная представлена на рис. 7.
Две фазы от трехфазной сети подводятся к машине через автоматический выключатель F1M, который обеспечивает защиту электрических цепей от коротких замыканий и отключение машины от сети при нажатии на аварийную кнопку S2F.
Коммутация сварочного тока осуществляется тиристорным контактором (паспорт которого прилагается).
При нажатии на кнопку S3 запускается сварочный цикл регулятора контактной сварки PKC-502ЛМ (паспорт регулятора прилагается), который выдает команды на включение клапана Y1K и тиристорного контактора. Регулятор контактной сварки обеспечивает заданную последовательность операций цикла сварки и их продолжительность, а также фазовое плавное регулирование сварочного тока.
Лампа H1 сигнализирует о наличии напряжения сети на машине.
Кнопки S2F, расположенные по бокам столешницы, служат для аварийного отключения машины.
Изменение ступеней трансформатора производится поворотом ручек галетных переключателей согласно Таблице переключения ступеней
Машина контактной точечной сварки МТ-1928ЛН предназначена для точечной сварки переменным током деталей из низкоуглеродистых и нержавеющих сталей, титановых и алюминиевых сплавов, крестообразных соединений стержней арматуры класса А1, В1, А2, ВЗ.
Особенности:
· Компактное, быстродействующее и простое в эксплуатации сварочное оборудование универсального назначения;
· Конструкция верхнего и нижнего хоботов и возможность регулировки вылета нижнего хобота, позволяют сваривать изделия сложной конфигурации, например, с отбортовкой;
· Раствор регулируется ступенчато.
► Технические характеристики
| Параметры | Значения |
| Ход электрода | Прямолинейный |
| Напряжение питания | 380 |
| Наибольшая мощность при коротком замыкании | 124 |
| Мощность при ПВ=50% | 83 |
| Наибольший вторичный ток | 20 |
| Максимальный длительный ток | 9 |
| Усилия сжатия | 150…680 |
| Свариваемые толщины | |
| Низкоуглеродистая сталь, мм | от 0,5+0,5 до 5,0+5,0 |
| Нержавеющая сталь, мм | от 0,5+0,5 до 2,0+2,0 |
| Габариты ( ДхШхВ ), мм | 2200x1500x1950 |
| Масса, кг | 1200 |
Создано 12.03.2021 Изменено 04.05.2021