Продам Экструдер для производства спанбонда в Санкт-Петербурге





+7 812 507 9552
Россия, Санкт-Петербург и область, Санкт-Петербург, Варшавская 5АЛ
Детальное описание
Технические характеристики
| Толщина слоя: | 0.010-0.25 | MM |
| Ширина слоя: | 1600 | MM |
| Структура слоев: | A – один слой | |
| Применяемое сырье: | Гранулированный полипропилен | |
| Макс производительность экструдера: | 80-150 | Кг/час |
| Энергопотребление экструдера: | 180-250 кВт | кВт |
| Скорость линейная | До 90 | м/мин |
| Питание | 380 / 50 | В/Гц |
| Масса нетто: | 15500 | кг |
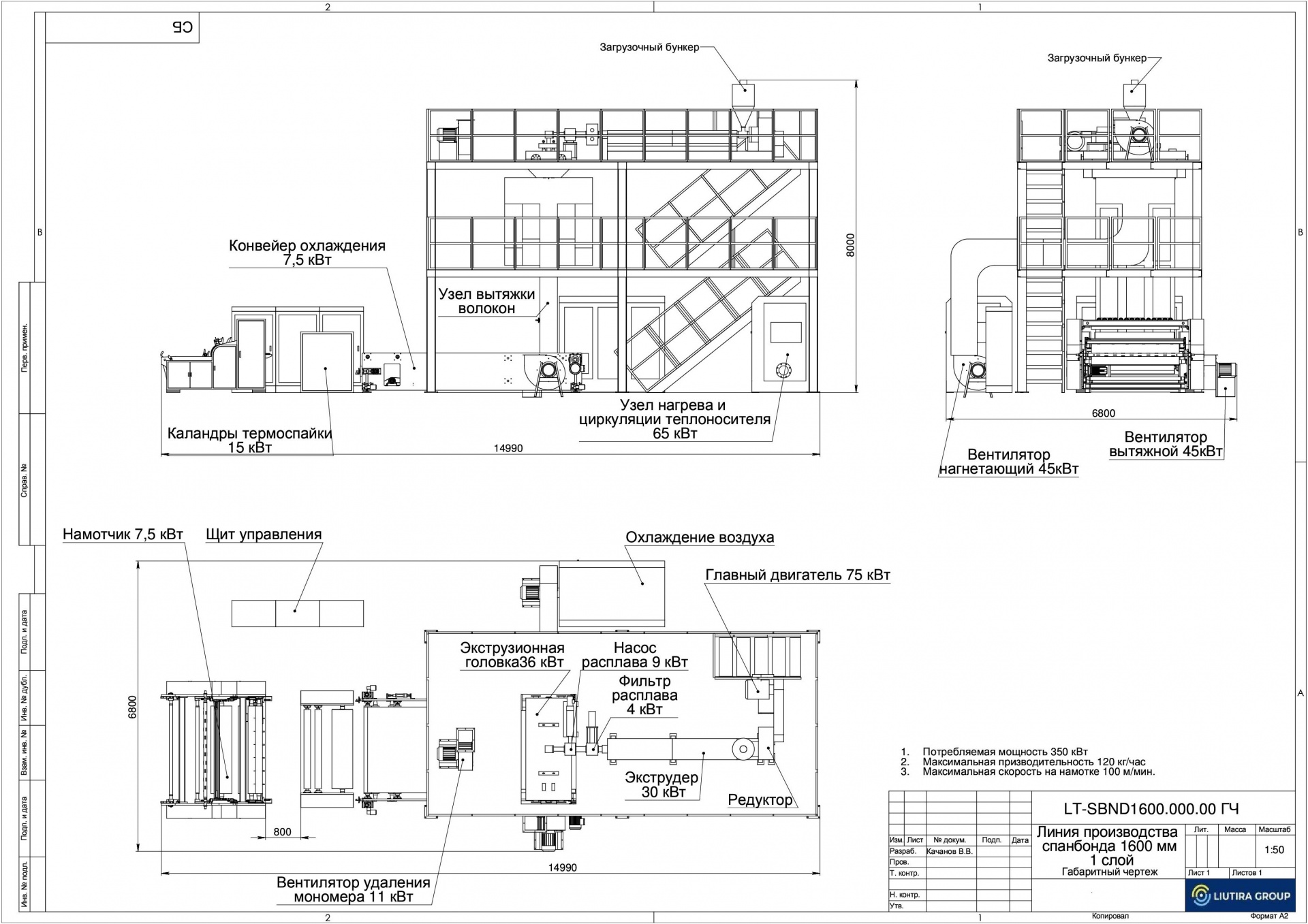
| Габариты : (Д*Ш*В) | 15000*6900*8000 | MM |
Применение
Оборудование используется для производства нетканых материалов спанбонд для медицинской помощи, гигиены, сельского хозяйства, упаковки, обивки, строительства.
Детальное описание
1. Экструзионный модуль
Экструзионный модуль — начальная стадия производства спанбонда. В загрузочную воронку модуля подаются гранулы полипропилена с ПТР 35-45 единиц от основных Российских производителей.
Из зоны загрузки гранулы попадают в шнековую пару. Шнековая пара это винт Архимеда с оболочкой, ближайший бытовой аналог – это вал мясорубки. Внутри шнековой пары под воздействием давления и температуры происходит постепенное плавление полипропилена и образование расплава. Вращением шнека расплавленный материал толкает вперед по оси экструзионного модуля. На конце модуля расплав становится однородным и имеет давление 40-50 Мпа.
1.1 Диаметр шнека: Φ90mm;
1.2 Соотношение L/D: 30:1
1.3 Главный привод: 75 кВт,
1.4 Редуктор с упорным узлом: RG-450
1.5 Частотный преобразователь: ESQ
1.6 Нагреватели: Литые алюминиевые с принудительным охлаждением
1.7 Кол-во зон нагрева: 6
1.8 Мощность нагревателей: 30 кВт.
2. Фильтр расплава
При производстве, перетарке и загрузке полипропиленовых гранул в экструзионный модуль неизбежно попадание частиц пыли, волокон упаковки и прочих загрязнений внутрь. Чтобы избежать загрязнения дальнейших узлов применятся фильтровальные устройства. Внутри фильтра расплава поток расплавленного полипропилена разделяется на две части и проходит сквозь металлические сетки саржевого плетения. На сетках остаются ненужные загрязнения, расплав проходит дальше. По мере загрязнения сеток происходит уменьшение пропускной способности фильтра, поэтому сетки надо периодически менять.
2.1 Свечной тип
2.2 Площадь фильтрации 2м2
2.3 Максимальное давление 10 Мпа
2.4 Датчик давления после фильтра для поддержания автоматического регулирования оборотов шнека
2.5 Система нагрева циркуляцией масла от централизованного узла
3. Насос подачи расплава
Для производства качественного спанбонда необходимо поддерживать стабильное давление расплавленного материала при формировании волокон. Поэтому перед формующим инструментов устанавливается шестеренчатый насос, который прогоняет через себя расплав и компенсирует перепады давления от работы экструзионного модуля и фильтра расплава.
3.1 Объемная производительность 200 дм3 в час
3.2 Тип насоса шестеренчатый
3.3 Максимальное давление 250 Мпа
3.4 Рабочая температура до 300 град С
4. Экструзионная голова Liutira
Экструзионная головка — первый этап формирования волокон. В ней происходит первоначальное распределение расплава из канала диаметром 90 мм в полость шириной 1800 мм. Важно обеспечить одинаковую скорость течения материала по всей ширине. Для этого конструкция головы просчитывается в системах автоматизированного проектирования, а после испытывается на тестовых запусках. Также в голове установлены фильтрующие сетки для повторной фильтрации полипропилена.
4.1 Адаптер: Liutira.
4.2 Метод регулировки температуры: расходом теплоносителя
4.3 Ширина головы: 1700mm
4.4 Рабочая ширина: 1600 mm
4.5 Кол-во зон нагрева: 12 на фильеру
5. Фильера формирования волокон Liutira
Фильера представляет собой 2 перфорированных стальных плиты. Проходя через нее, расплав разделяется на множество мелких потоков и выдавливается наружу. Диаметр и расположение отверстий оказывают существенное влияние на физические свойства конечного продукта.
5.1 Диаметр входной первой плиты 5 мм
5.2 Диаметр выходной первой плиты 2.5 мм
5.3 Диаметр входной первой плиты 2.5 мм
5.4 Диаметр выходной первой плиты 0.45 мм
5.5 Шлифованные плоскости
5.6 Расположение отверстий рядами со сдвигом на 0,5 шага
6. Узел удаления мономера
Полипропиленовые гранулы производят на химических заводах по различным технологиям. Основной является реакция полимеризации пропилена. К сожалению процесс полимеризации никогда не происходит на сто процентов. Поэтому в гранулах товарного полипропилена всегда содержатся остатки непрореагировавших соединений и прочие вещества. При плавлении эти вещества переходят в жидкую или газовую фазу и могут конденсироваться на выходе из фильеры. Их удаляют из зоны экструзии вытяжкой.
6.1 Мощность вентилятора 11 кВт
7. Система кристаллизации, ориентации и вытяжки
После выхода из фильеры необходимо охладить волокна, увеличить прочность и уменьшить диаметр.
Все эти операции производятся в канале охлаждения. Внутрь канала подается воздух через Т-образный адаптер и вместе с волокнами идет вниз. Для упрочнения волокон применяется эффект ориентации. При растяжении полимера – часть его молекул вытягивается в направлении приложении усилия и увеличивают прочность на разрыв в этом направлении. В нижней части канала охлаждения установлено сопло Вентури, канал переменного сечения. При прохождении через него скорость воздуха возрастает до 3-4 скоростей звука. После сопла Вентури волокна становятся тоньше и прочнее.
7.1 Скорость потока воздуха 0,5-1 м/сек
7.2 Мощность привода вентилятора 45 кВт
7.3 Вытяжка посредством регулируемого сопла Вентури
8. Приемный конвейер:
Приемный конвейер – это закольцованная сетка из стекловолокна на которую приземляются волокна. Воздух проходит сквозь сетку и рекуперируется вентиляторами под конвейером.
Конвейер формирует первоначальное полотно в виде не скрепленных между собой отдельных волокон в тонком пласте.
8.1 Приемный непрерывный конвейер с воздушным охлаждением 1800mm
8.2 Система охлаждения имеет дополнительный контур для равномерной регулировки охлаждения.
8.3 Конвейер имеет собственный привод с частотным управлением.
8.4 Материал конвейера: сетка на основе стеклоткани.
8.5 Валы протяжки D 100*1900 мм, покрытие полиуретан.
8.6 Привод протяжки асинхронный двигатель 7,5 кВт с червячным редуктором.
8.7 Конвейер имеет независимый привод перемещения вверх/вниз на 100 мм и вперед/назад на 1000 мм.
9. Каландр термоскрепления.
Для скрепления волокон применяют обогреваемые каландры. Это два вала, на одном из них есть выступы, которые продавливают пласт волокон и подплавляют их в месте приложения давления. Именно размер и рисунок выступов определяет конечный рисунок на спанбонде.
9.1 Количество валов 2
9.2 Тип нагрева маслом
9.3 Диаметр валов 350 мм
9.4 Рисунок скрепления перекрестный
9.5 Автоматическая синхронизация скорости вращения с узлом намотки
10. Автоматический контактный намотчик.
Намотчик преобразовывает непрерывное полотно с каландров в рулон намотанный на картонную втулку. После намотки рулон спанбонда отправляется на резку в размер или упаковывается для отправки клиенту.
10.1 Тип намотки: контактная с автоматической сменой вала намотки. Два вала протяжки D 100*2000 мм Намотка на пневмовал, 2 шт.
10.2 Макс ширина намотки: 1600 мм.
10.3 Привод намотчика независимый посредством асинхронного двигателя 7.5 кВт через понижающий редуктор.
10.4 Управление двигателем намотчика через частотный преобразователь ESQ.
10.5 Автоматическая обрезка и смена вала.
11. Система управления
11.1 Контроль температуры: автоматический ПИД контроллеры.
11.2 Контроль давления расплава на экструзионном модуле: автоматический ПИД контроллеры.
11.3 Изменение параметров работы и контроль осуществляется через сенсорную панель управления.
11.4 Панель управления на русском языке.
11.5 Программируемый логический контроллер реализует идею поддержания параметров работы в автоматическом режиме. Также отвечает за работу взаимодействия с интерфейсом сенсорной панели управления
Станина
Структура: Сборная с платформой для обслуживания и страховочным ограждением.
В комплекте с линией поставляется руководство по эксплуатации на русском языке, электрическая схема, пневматическая схема, схема подвода и циркуляции масла, гарантийный лист, набор расходных материалов из расчета одного года эксплуатации.
Создано 09.11.2020 Изменено 09.11.2020