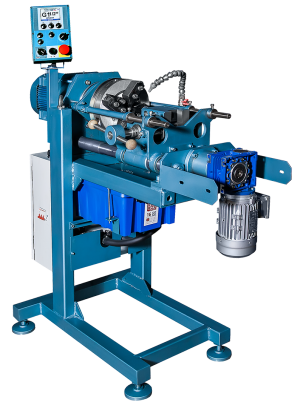
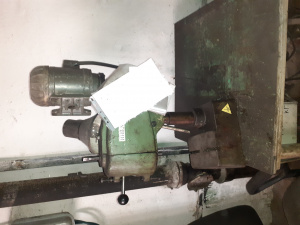
Ремонтируем резьбонарезные станки - Продам в Москве

Россия, Москва и Московская обл., Москва, РФ, Москва, ул. Иловайская.10 офис 101
Детальное описание
.Резьба может быть основным функциональным элементом детали (на ходовом или крепежном винте, в гайке) или небольшой ее частью (на шпинделе, в корпусе). Разнообразие деталей, на которых предусмотрена резьба, связано со всевозможными способами базирования соответствующих заготовок и использованием станков различных групп для выполнения преобладающей обработки. Поэтому обработка резьбы предусмотрена на станках токарной и сверлильно-расточной групп. На базе универсальных станков этих групп, на которых нарезание резьбы возможно, но не является преобладающей операцией, созданы специализированные станки, предназначенные только для резьбонарезания. При этом кинематическая структура и конструкция могут быть оригинальными, как, например, у винторезных станков, сохраняется лишь способ обработки и принципиальная компоновка. Но возможна и небольшая разница, значительная унификация, как например между некоторыми моделями вертикальных резьбонарезных и вертикально-сверлильных станков. Среди методов изготовления резьб давлением широко распространено накатывание. Резьбопрессование возможно только для деталей из пластмасс, холодная объемная штамповка - для деталей из цветных металлов и сплавов, резьбовьщавливание - для тонколистовых деталей и при обработке резьбовых отверстий в деталях из вязких материалов (деформирующим метчиком. Твердосплавные детали с резьбой получают методом порошковой металлургии - спеканием. Обработка электроэрозионная, электрохимическая, ультразвуковая позволяет получить резьбы с шагом до 2 - 3 мм при длине до 20 мм.Профиль резьбы получают обычно методом копирования, т.е. в поперечном сечении витка воспроизводится профиль инструмента: для этого не требуются формообразующие движения. Исключение составляет нарезание резьбы червяка или ходового винта обкатным резцом. Метод формообразования вдоль винтовой линии зависит от вида инструмент. Фреза-многозубый инструмент, который при нарезании резьбы получает независимое вращение помимо винтового и поперечного движений. Добавление движения, несколько усложняющее кинематику, делает подачу независимой от главного движения, что является принципиальным преимуществом и дает возможность снимать за один проход больший припуск. При нарезании резьб с крупным профилем или длинных резьб применяют дисковые фрезы, при неглубоком профиле и небольшой длине резьбы - гребенчатые фрезы (многопрофильность последних позволяет сократить длину хода почти до одного шага). На резьбофрезерных, а также на токарно- винторезных станках скоростное (вихревое) фрезерование резьбы ходовых винтов ведут резцовыми головками, что повышает производительность по сравнению с фрезерованием дисковыми фрезами при высокой точности. В несколько раз повышается производительность при обработке винтовыми фрезами вместо щебенчатых, меняется и кинематика резания .Шлифовальный круг обеспечивает обработку с самой высокой точностью деталей из закаленных и других труднообрабатываемых материалов. Благодаря разнообразию форм профиля и характеристик абразива он весьма универсален. Основа кинематической структуры одинакова у резьбошлифовальных и резьбофрезерных станков (независимость главного движения и подачи). Профилирование кругов также усложнено, как и фрез, к тому же должно проводиться довольно часто на самом резь- бошлифовальном станке, но шлифование свободно от переменности резания, свойственного фрезерованию. Резьбонакатные станки просты, поскольку обязательным в них является лишь одно движение - обката, причем без кинематической цепи согласования. Углубление инструмента может происходить без отдельного движения за счет заборной части плашки (специального ролика) или в процессе захвата инструментом заготовки, вводимой в рабочую зону касательным (тангенциальным) движением. Есть схемы и с отдельным радиальным движением для углубления. Резьбонакатные станки обычно проектируют для обработки недлинных резьб. При этом длина инструмента перекрывает длину резьбы, поэтому не требуется продольное движение. Для накатывания длинных резьб применяют резьбонакатные головки, принцип действия которых аналогичен резьбонарезным головкам: принудительное осевое движение необходимо тодько при захвате заготовки роликами, затем действует самозатягивание. Наиболее распространены самораскрывающиеся головки: вращающиеся - на токарных автоматах и агрегатных станках, невращающиеся - на револьверных.
Создано 29.07.2020 Изменено 17.04.2025