Продам Колесотокарный станок КС1836Ф3 с ЧПУ Siemens 828D для обточки колесных пар вагонов и локомотивов в Челябинске



































































+7 (812) 984-76-85
+7 (939) 007-89-65
Россия, Санкт-Петербург и область, Санкт-Петербург, 6-я линия В.О., д. 1/25, лит. А, пом. 13Н, оф. 5/1
Детальное описание
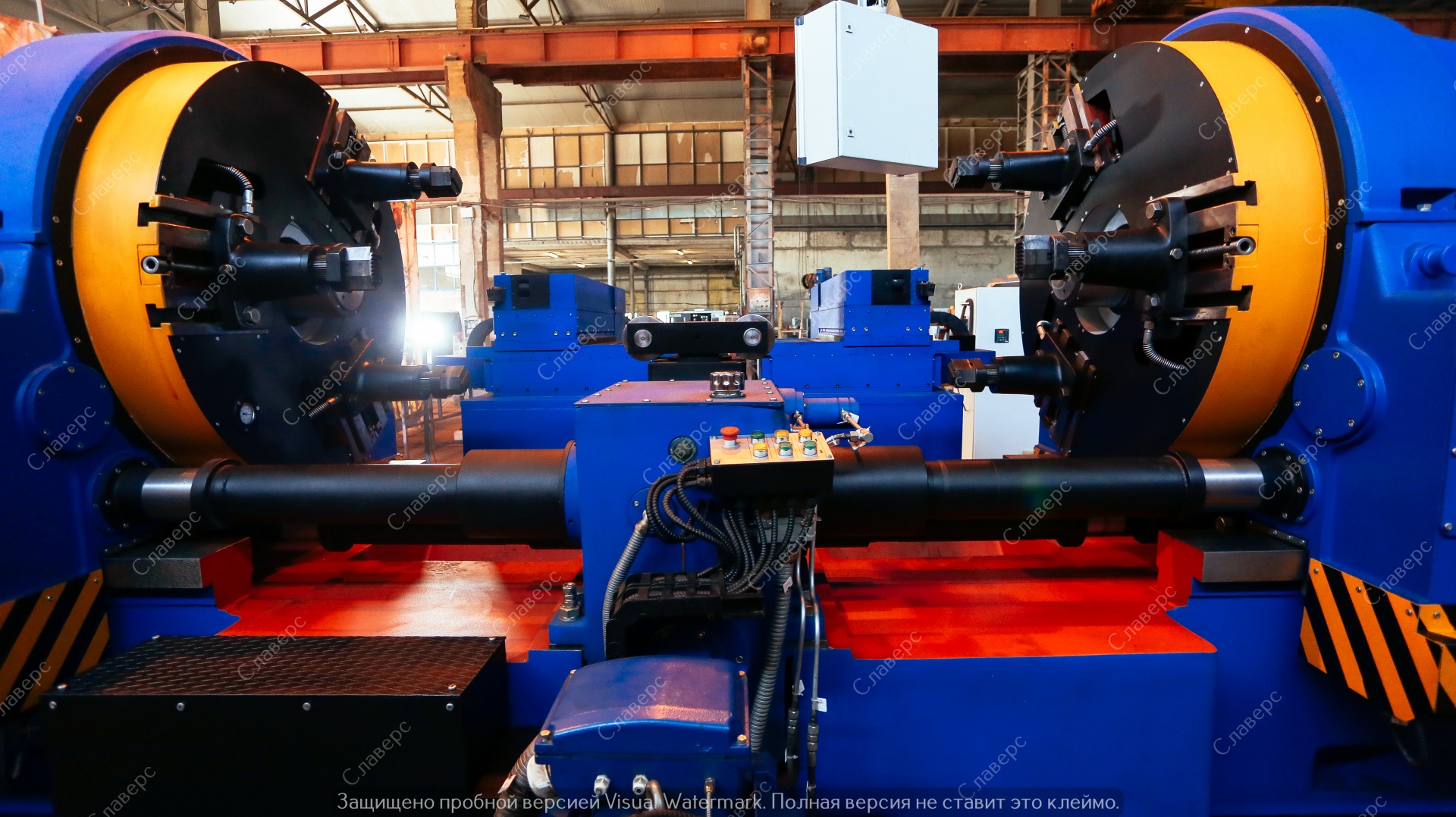
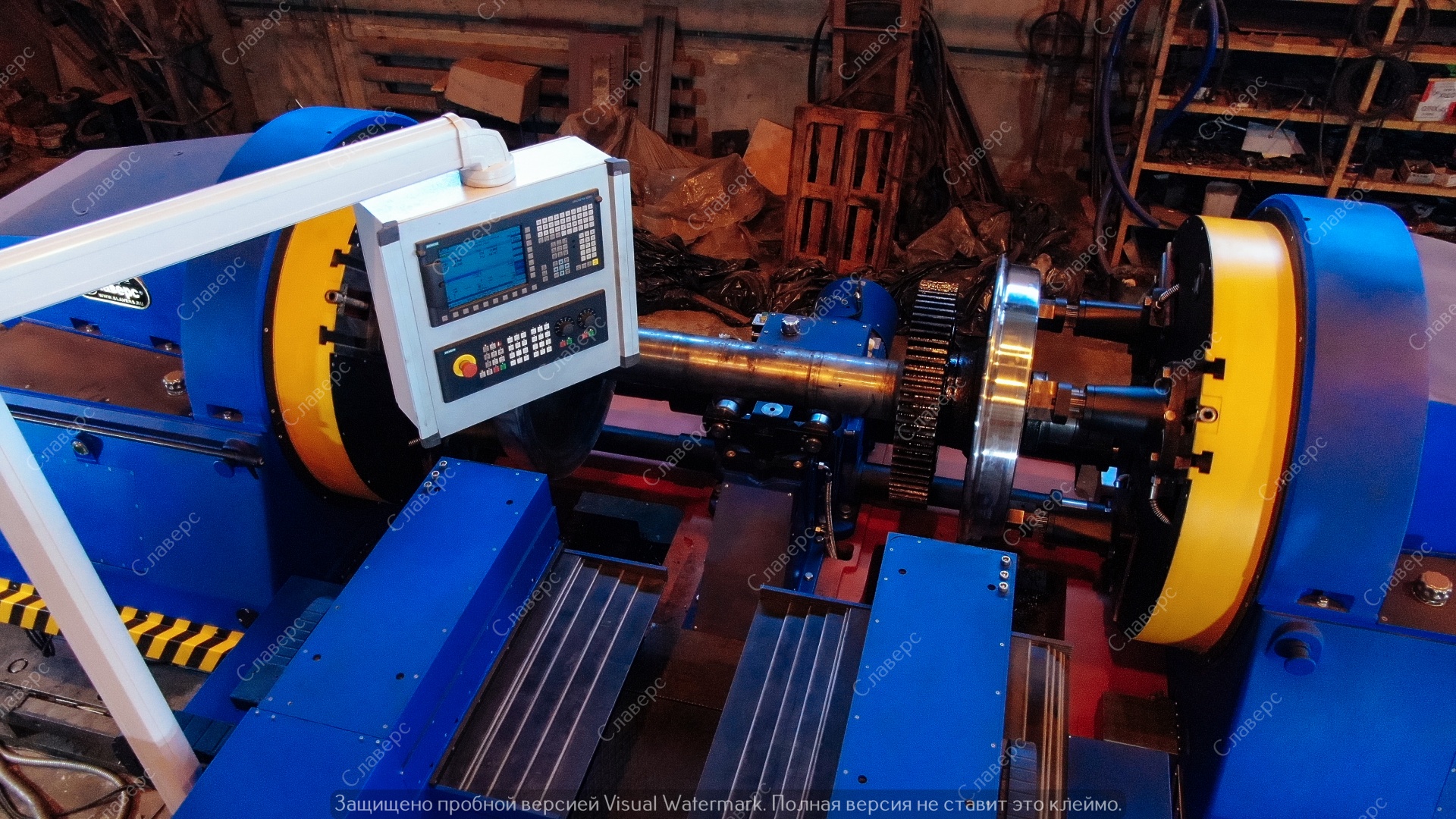
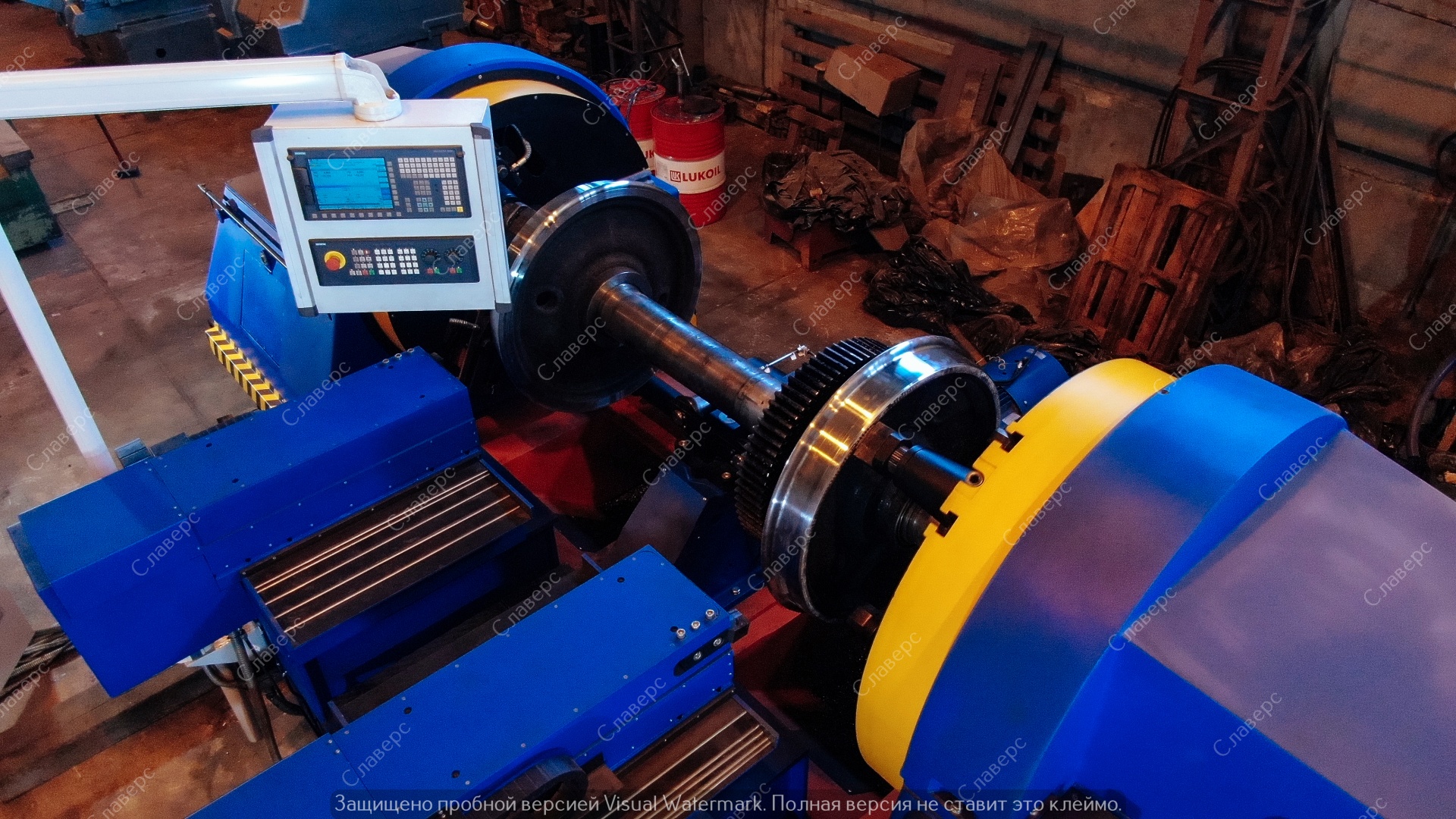
ООО "СЛАВЕРС". Россия 2019. Колесотокарный станок КС1836Ф3 с ЧПУ Siemens 828D для обточки колесных пар подвижного состава. Изготовлен по спецзаказу для крупного российского собственника вагонного и локомотивного парка.
Станок колесотокарный специализированный с ЧПУ модели КС1836Ф3 предназначен для обработки новых и восстановления изношенных профилей бандажей колесных пар электровозов, тепловозов, вагонов метрополитена, мотор-вагонных секций. Кроме профилей на станке могут быть обработаны колесные центра под насадку бандажей.
На станке можно осуществлять:
- обработку различных профилей колесной пары двумя суппортами одновременно в режиме числового программного управления;
- автоматическое измерение обрабатываемого профиля с отображением результатов на мониторе пульта управления и вводом поправки на перемещение суппортов в исходные позиции начала обработки;
- определение величины износа колеса и оптимизацию припуска на обработку;
- работу в автоматическом, наладочном и ручном режиме;
- диагностику возникших неисправностей;
- торцовку внутренних боковых поверхностей бандажей;
- обточку наружного диаметра колеса под насадку бандажей;
- вырезку бандажного кольца (по согласованию с заказчиком).
Колесные пары с наружными центрами могут устанавливаться на станке с роликовыми буксами.
Возможна обработка колесных пар с приводным редуктором на оси между колесами (по согласованию с заказчиком).
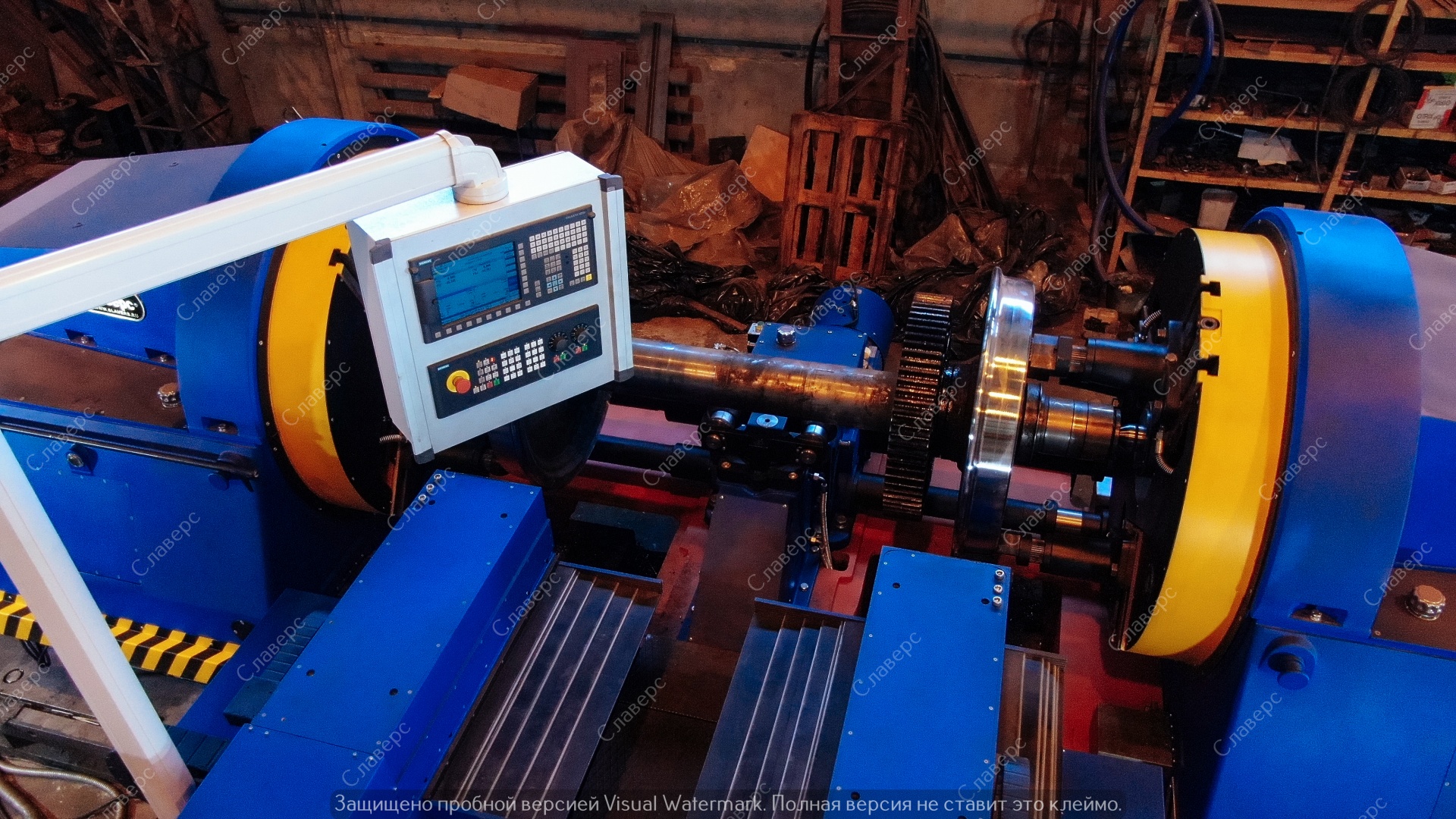
Тип системы ЧПУ SIEMENS SINUMERIK 828D (токарная версия).
Эксплуатация станка производится в климатических условиях УХЛ 4 по ГОСТ 15150.
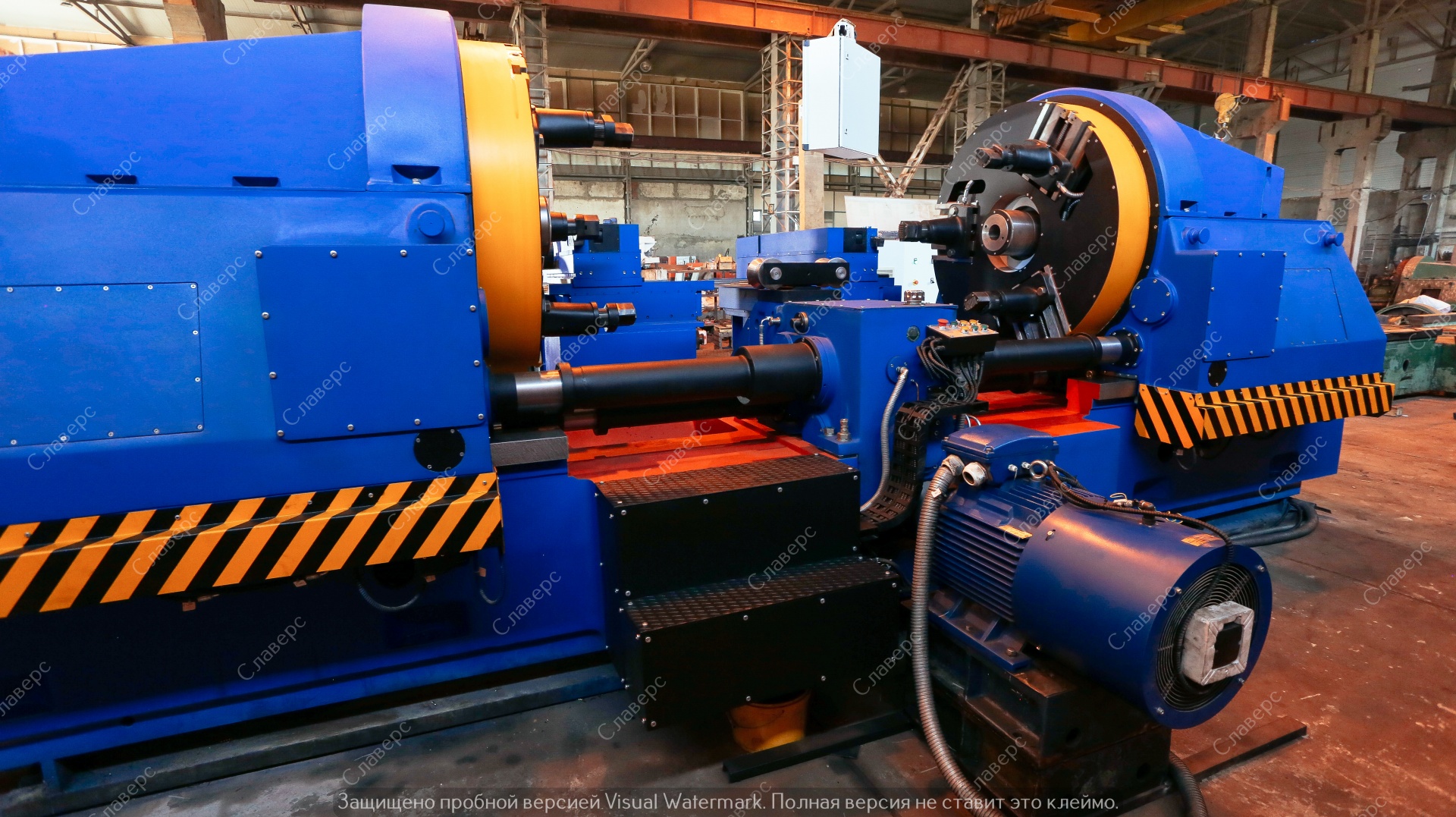
Общая компоновка и особенности станка
Станок имеет горизонтальную компоновку. Основным несущим элементом является жесткая литая станина. На закаленных направляющих станины перемещается левая и правая шпиндельные бабки, при сведении которых происходит зажим колесной пары. Перемещение бабок осуществляется от общего редуктора, закрепленного на середине станины с задней стороны станка. Вращение планшайб шпиндельных бабок осуществляется также от общего редуктора.
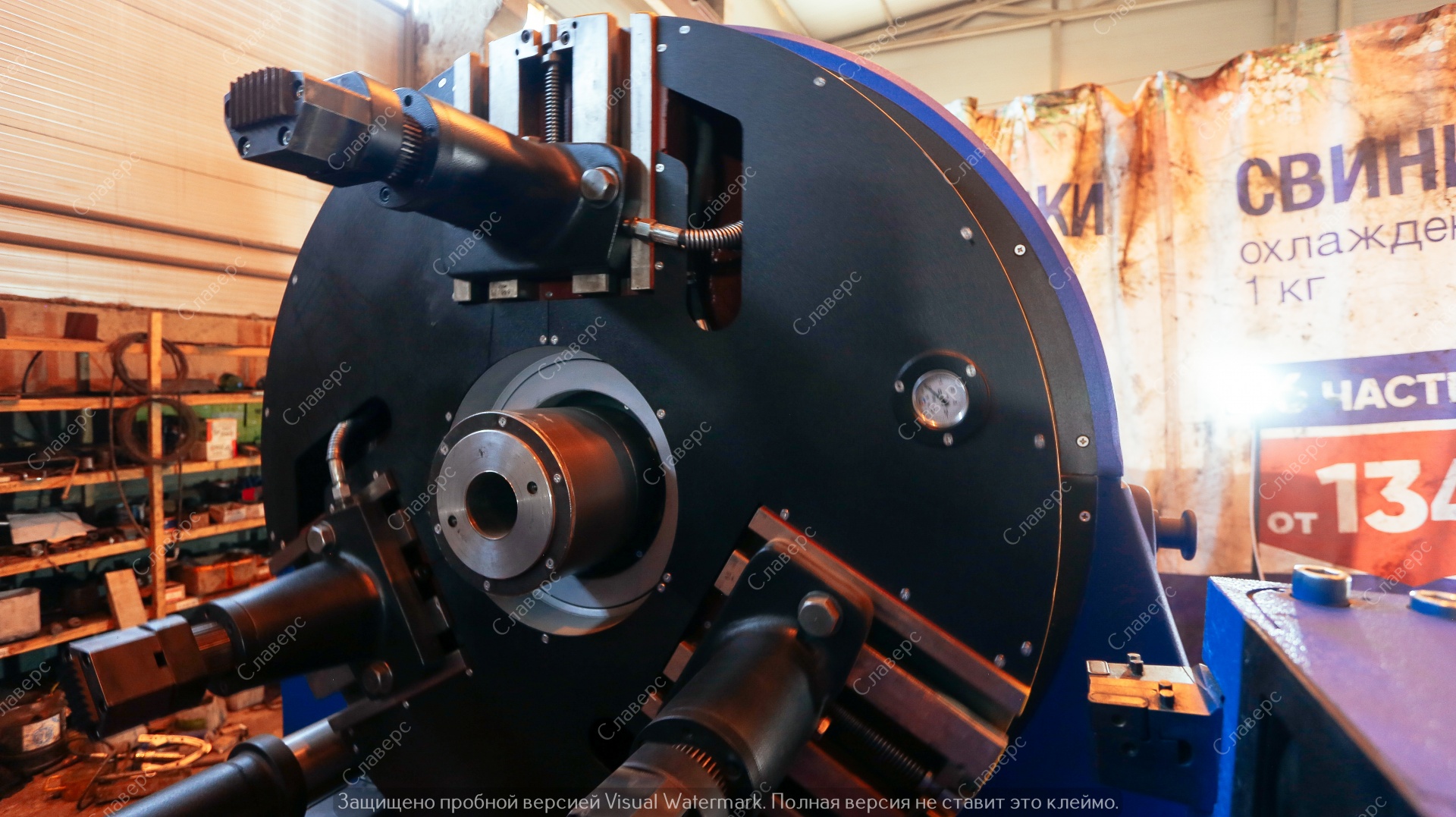
На станине крепятся левый и правый суппорта.
Каждый суппорт обеспечивает обточку профиля одного из колес колесной пары зажатой в центрах шпиндельных бабок, которые приводят ее во вращение. Обточка выполняется по программе от системы ЧПУ. При обточке каждый суппорт перемещает резец по координатам Х (поперечная) и Z (продольная) от высокомоментных электродвигателей через шарико - винтовые передачи.
В средней части станины установлен домкрат, которым устанавливают колесную пару на станок и снимают с оси центров. На домкрат и с домкрата пару устанавливают и снимают цеховым краном.
Загружаемая пара может иметь в средней части колеса редуктор. Домкрат поднимает колесную пару на ось центров за гребни колес.
Сбор стружки производится в специальные короба, устанавливаемые в нише фундамента, освобождаемые по мере наполнения.
Техническая характеристика
| № п/п | Параметр | Значение |
| 1. Кинематические величины | ||
| 1.1 | Ширина железнодорожной колеи, мм | 1520 (1524) |
| 1.2 | Диапазон обрабатываемых диаметров | 660 – 1250 |
| 1.3 | Межбандажное расстояние колесной пары, мм | 1437 – 1443 |
| 1.4 | Пределы длинны оси обрабатываемой колесной пары, мм | 1645 – 2450 |
| 1.5 | Максимальная ширина обрабатываемого бандажа, мм | ≤145 |
| 1.6 | Диаметр зажима колесной пары | 800 – 910 |
| 1.7 | Наибольшее перемещение суппорта, мм | |
| - продольного; | 400 | |
| - поперечного | 380 | |
| 1.8 | Наибольшая масса заготовки, кг | 4000 |
| 2. Скорость установочных перемещений | ||
| 2.1 | Домкрат, мм/мин | 350 |
| 2.2 | Шпиндельная бабка, мм/мин | 1350 |
| 2.3 | Ускоренный ход суппортов, мм/мин | 1500 |
| 3. Режимы обработки | ||
| 3.1 | Установленная глубина резания, мм | 7 |
| 3.2 | Подача, мм/об | 0,5 – 1,7 |
| 3.3 | Обороты шпинделя, об/мин (бест. регулирование) | 5 – 25 |
| 4. Основные параметры обработки | ||
| 4.1 | Максимальная разница диаметров катания одной колесной пары (после обточки), мм | <0,15 |
| 4.2 | Максимальное биение круга колеса колесной пары (радиальное), мм | <0,10 |
| 4.3 | Максимальное отклонение (перекос) поверхностей внутренних торцов колес, мм | <0,10 |
| 4.4 | Точность отображения профиля, мм | <0,15 |
| 4.5 | Шероховатость поверхности обработанного профиля колеса колесной пары, Ra | 5-20мкм |
| 5. Системные данные | ||
| 5.1 | Измерение профиля колесной пары | автоматическое |
| 5.2 | Метод обточки | программный |
| 5.3 | Система управления | ЧПУ «SIEMENS» Sinumeric 828D (токарная версия) |
| 6. Габаритные и весовые характеристики | ||
| 6.1 | Габариты станка, мм | |
| Длина | 8500±100 | |
| Ширина | 3900±70 | |
| Высота | 2900±50 | |
| 6.2 | Масса станка и оборудования, кг | 45000 |
| 7. Шумовые величины | ||
| 7.1 | Уровень звука на рабочем месте не более, дБА | 80 |
| 7.2 | Корректированный уровень звуковой мощности, дБА | 110 |
| 8. Производительность | ||
| 8.1 | Время обработки, мин: | |
| - новой колесной пары за один проход; | <20 | |
| - колесной пары бывшей в работе, средней степени износа | 35 | |
| 8.2 | Производительность обработки за смену (8 часов), шт: | |
| - новых колесных пар; | 24 | |
| - изношенных колесных пар | 16 |
Колесотокарный станок КС1836Ф3 изготовлен ООО "СЛАВЕРС" в соответствии с требованиями, предусмотренными нормативно-техническими документами:
- техническими условиями ТУ У 28.4-37349644-002:2012;
- Техническими регламентами Таможенного союза ТР ТС (EAC);
- конструкторской документацией;
- ГОСТ Р ISO 9001:2015 № РСК.RU.0001.P393645;
- ГОСТ 12.2.009-99;
- ГОСТ 12.2.107-85;
- ГОСТ 12.1.012-2004;
- ГОСТ Р МЭК 60204-1-2007;
- ГОСТ 30804.6.2-2013 (IEC 61000-6-2:2005);
- ГОСТ 30804.6.4-2013 (IEC 61000-6-4:2006).
Создано 12.02.2020 Изменено 03.04.2020















