Продам экструзионную линию 70-35 для производства провода Б/У в Пружанах















+375 (29) 128-39-58
Детальное описание
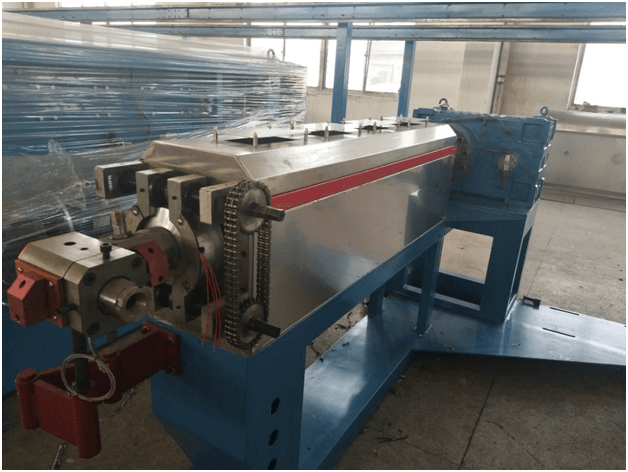
Экструзионная линия 70+35 — это вид оборудования, позволяющий производить продукцию путем плавления, а также продавливания различных типов полимеров, при этом диаметр получаемых изделий может быть различным. Данная линия предназначены для наложения изоляции из пвх, на токопроводящую медную жилу.
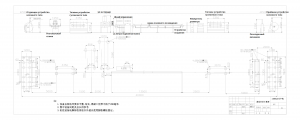
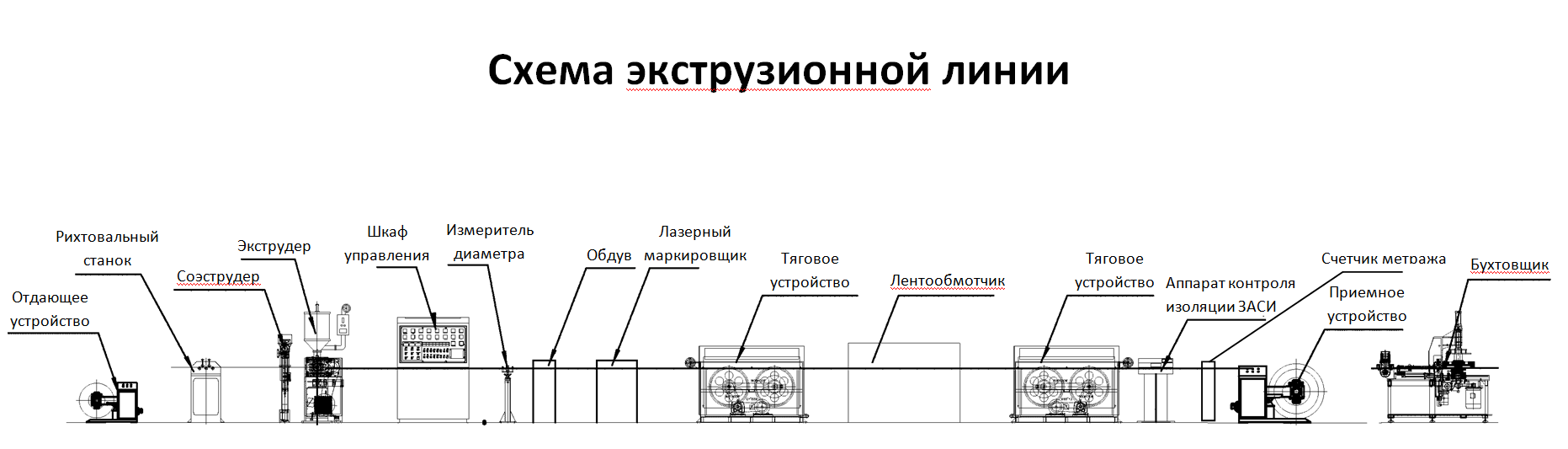
Линия состоит из:
• отдающего устройства;
• рихтовального станка;
• соэкструдера;
• экструдера;
• шкафа управления;
• измерителя диаметра;
• обдува;
• лазерного маркировщика;
• тягового устройства (2 шт);
• лентообмотчика;
• аппарата контроля изоляции заси;
• счетчика метража;
• приемного устройства;
• бухтонамотчика.
Технический процесс:
1. Весь процесс начинается с отдающего устройства, на который устанавливается стальной барабан диаметром 630 мм. с медной жилой.
2. Отдающее устройство подает медную жилу на рихтовальный станок. Рихтовальный станок выпрямляя жилу в свою очередь подает медную жилу на голову соэкструдера 35 и экструдера 70, где проходит следующий процесс:
· Автоматическая подача сырья соэкструдера и экструдера с помощью насоса наполняет (засасывает) необходимое количество ПВХ в бак для подачи сырья. Из бака сырье постепенно подается в цилиндр соэкструдера и экструдера (подача сырья зависит от заданной на шкафе управления скорости). Соэкструдер необходим для добавления маркировочной полосы в оболочку из пластиката.
· В цилиндре экструдера пвх проходит через пять зон нагрева, начиная от маленькой температуры до самой высокой на выходе (голова экструдера).
· Т. е. медная жила проходит через голову экструдера, в котором установлена матрица для центровки и задания необходимой толщины изоляции, наносимой на жилу. В результате на этом этапе получаем изолированный провод.
3. После изолированный провод проходит через измеритель диаметра для контроля а затем в воздушный обдув для сушки.
4. После сушки изолированный провод поступает в лазерный маркировщик, который наносит на провод необходимую маркировку.
5. Затем маркированный изолированный провод попадает в устройство двухколесного типа, которое тянет его для подачи в лентообмотчик, который позволяет делать однослойное и двухслойное наложение армирующей ленты ленты на провод.
6. После покрытия лентой следующее тяговое устройство передает провод на аппарат контроля изоляции заси, в котором проверяется электрическое сопротивление изоляции для предупреждения пробоев. Установленный далее счетчик метража показывает количество произведенного провода.
7. Далее провод попадает на приемное устройство и наматывается на металлический барабан.
8. После барабан с проводом устанавливается в бухтовщик, необходимый для намотки провода в бухты заданного метража.
Создано 14.08.2019 Изменено 02.09.2019