Продам Сварочный инвертор ММА 200HS «Мастер» plastic в Костроме



+7 (920) 643-01-92
+7(4942) 655-160 доб
ООО Русская Электротехническая Компания
Россия, Костромская обл., Кострома, д. Некрасово, ул. Юбилейная 1в
Детальное описание
220В, 20-200А, ПН 80%, 6,3кВА, 5,2кг
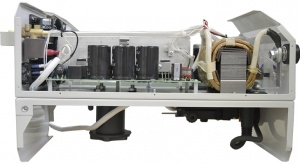
Cварочное оборудование серии MASTERMMA предназначено для ручной дуговой сварки штучным покрытым электродом углеродистой стали, нержавеющей стали и стальных сплавов с использованием постоянного тока прямой и обратной полярности. Аппараты данной серии кроме режима ММА также позволяют производить сварку неплавящимся электродом в среде инертного газа на постоянном токе (горелка TIG в комплект поставки не входит).Аппараты отличаются усиленным блоком силового преобразователя, что обеспечивает повышенное значение продолжительности включения нагрузки. Данное сварочное оборудование построено с использованием IGBT-компонентов, представляющих новое поколение силовой электроники по сравнению с аппаратами, собранными по MOSFET-технологии. Использование технологии IGBT позволило существенно снизить вес и габаритные параметры аппаратов при полном сохранении технических характеристик.
Дополнительные функции
Функция "ANTI STICK"
Во время поджига сварочной дуги, а также при сварке короткой дугой нередко происходит залипание электрода на изделии. Инвертор, оснащенный функцией "ANTI STICK", производит автоматическое снижение сварочного тока при длительном (более 1 с) залипании электрода. В дальнейшем, после отрыва залипшего электрода, инвертор возобновляет установленные параметры сварки.
Функция "ARC FORCE"
Форсаж дуги в режиме ММА – быстрое кратковременное увеличение сварочного тока в момент отрыва капли металла от электрода, что ускоряет отрыв капли и позволяет избежать перемыкания дугового промежутка и обрыва дуги. Степень повышения тока регулируется рукояткой 6 (Рис. 1) в диапазоне от 0 до 10% от установленного тока сварки.
Функция "ARC LIFT"
В режиме TIG для поджига дуги необходимо коснуться вольфрамовым электродом свариваемого металла. При этом функция «ARC LIFT» снижает ток на выходе аппарата до минимального значения, а после отведения электрода от металла и зажигания дуги ток плавно увеличивается до установленного значения. Такой процесс обеспечивает минимальное влияние режима контактного зажигания дуги на вольфрамовый электрод и позволяет увеличить срок его службы.
Создано 13.01.2015 Изменено 14.01.2015