Продам Люнеты к токарным станкам в Армавире


Детальное описание
Предлогаем и покупаем остнастку для металлобрабатывающих станков, люнеты,столы поворотные, делительные головки,плиты магнитные,электромагнитные,плиты поверочные
Люнет является технологической оснасткой для токарных станков. Применяется в качестве дополнительной опоры при обработки не жестких валов
Предлогаем и покупаем остнастку для металлобрабатывающих станков, люнеты,столы поворотные, делительные головки,плиты магнитные,электромагнитные,плиты поверочные
Люнет является технологической оснасткой для токарных станков. Применяется в качестве дополнительной опоры при обработки не жестких валов
Описание
Люнет подвижный для токарно-винторезного станка
Люнет станка - приспособление для металлорежущих станков, служащее дополнительной опорой вращающимся при обработке деталям. Люнет предотвращает прогиб деталей от усилий резания и собственного веса, повышает их виброустойчивость. Существуют люнет неподвижный и люнет подвижный.
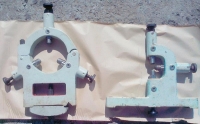
Неподвижный люнет
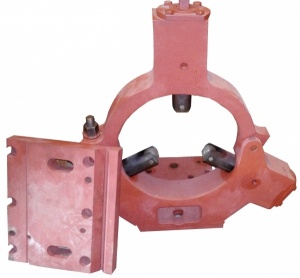
Неподвижный люнет станка служит преимущественно для поддержки длинных заготовок и обеспечивает их надежную обработку без вибраций. Он крепится на станине станка с помощью специальной плиты с нижним зацеплением.
Подвижный люнет
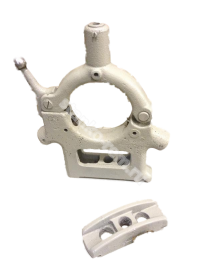
Подвижный люнет станка устанавливается на продольном суппорте и таким образом повторяет движение токарного резца. Он предотвращает упругий отжим длинных и тонких заготовок под давлением токарного резца
Обработка нежестких деталей
Практика показывает, что если длина детали в 10—12 раз больше ее диаметра, то удовлетворительная обработка этой детали на токарном станке с применением обычных способов закрепления (в центрах или патроне с поддержкой задним центром) не удается и для выполнения ее необходимо добавочное закрепление детали. Такое закрепление осуществляется при помощи люнетов. Люнеты (или стойки) бывают неподвижные и подвижные.
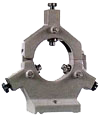
Неподвижные люнеты и работа с ними. Неподвижный люнет устанавливается на станине станка и закрепляется посредством болта и планки (т. е. так же, как задняя бабка станка старых моделей). Корпус люнета состоит из основания и крышки ), соединенных шарниром. Для закрепления крышки в рабочем положении служит откидной болт с фасонной головкой. У люнета имеются три кулачка, причем два кулачка расположены в основании люнета, а третий — в крышке. Эти кулачки при помощи регулировочных болтов могут перемещаться в отверстиях, сделанных в корпусе люнета. Для закрепления кулачков в выбранном положении служат винты.
Кулачки люнетов обычно изготовляются из чугуна. Если есть основания опасаться, что поверхность обрабатываемой детали вследствие трения о кулачки может быть испорчена, следует на стальные кулачки установить бронзовые наконечники. В некоторых случаях из этих соображений применяют кулачки, рабочие поверхности которых покрыты баббитом. Если, наоборот, возможен чрезмерно быстрый износ кулачков, рабочие поверхности наплавляют твердым сплавом или пользуются люнетами, кулачки которых снабжены роликами.
Обрабатываемая деталь установливается в центрах и поддерживается тремя соответствующим образом отрегулированными кулачками люнета. Если заготовка детали точная (холоднокатаный, калиброванный пруток и т. п.) или она предварительно обработана, установить ее в люнете можно без предварительного протачивания шейки в тех местах, где будут расположены кулачки люнета. В противном случае в том месте, которым деталь будет касаться кулачков люнета, должна быть проточена шейка.
Обработка шейки, длина которой должна быть немного больше ширины кулачков люнета, возможна несколькими способами. Если деталь длинная и тонкая, ее устанавливают в центрах и протачивают шейку в требуемом месте. Подача и глубина резания должны быть при этом возможно меньшими, чтобы избежать прогиба вала и вибраций. Из этих же соображений главный угол в плане резца должен быть возможно большим (лучше всего пользоваться подрезными резцами) и радиус закругления вершины резца возможно меньшим, а передняя поверхность вогнутой. Угол наклона главной режущей кромки резца желательно делать отрицательным; в этом случае резец как бы натягивает деталь на себя. При положительном угле наклона резец отталкивает от себя деталь, а это способствует появлению вибраций.
Если обрабатываемая заготовка настолько длинна и тонка, что проточить шейки сразу в середине ее, даже с соблюдением указанных выше правил, не удается, приходится протачивать временные шейки (одну или две), расположенные ближе к передней бабке. Проточив такую шейку на расстоянии от передней бабки, равном, например, одной четверти всей длины заготовки, устанавливают против шейки люнет и протачивают вторую временную или требуемую шейку.
Установка люнета производится различными способами. Устанавливать кулачки люнета непосредственно по заготовке можно только в том случае, если она точна (например, калиброванный пруток) или предварительно обработана. Этим способом следует пользоваться только при грубых работах, причем если заготовка прогибается под действием собственного веса, то сначала к ней равномерно подводят два нижних кулачка и только после этого закрепляют верхний кулачок. При чистовых и точных работах устанавливать люнет этим способом нельзя, так как при неправильной установке его (что очень вероятно) обрабатываемая деталь будет иметь неодинаковые диаметры по всей длине.
Если деталь имеет обработанную поверхность, то установку люнета лучше всего производить при помощи короткой оправки (цилиндрического валика) диаметром, равным диаметру заготовки в том ее месте, в котором будет расположен люнет. Один конец оправки закрепляется в патроне, а по другому концу, предварительно выверенному при помощи рейсмуса или индикатора, или обточенному на месте, устанавливают кулачки люнета. Люнет в это время находится вблизи передней бабки и после установки кулачков передвигается вдоль станины до требуемого положения.
Отметим в заключение, что при обтачивании детали с неподвижным люнетом угол наклона главной режущей кромки резца должен быть положительным. Образующаяся при этом стружка отходит вправо и не запутывается в кулачках люнета.
Подвижные люнеты и их применение. Подвижный люнет закрепляется на продольных салазках суппорта болтами . В корпусе люнета в этом случае расположены только два кулачка. Кулачки регулируются и закрепляются винтами.
При правильной установке резца и люнета кулачки последнего поддерживают деталь несколько правее резца (при перемещении суппорта влево). Кулачки люнета, таким образом, прикасаются к обработанной поверхности вала и поддерживают его вблизи резца, т. е. недалеко от точки приложения силы, изгибающей вал. Благодаря тому, что люнет перемещается вместе с суппортом, относительное положение резца и кулачков люнета остается неизменным.
Для предотвращения попадания стружки под кулачки люнета угол наклона главной режущей кромки резца следует делать отрицательным. Стружка при этом условии отходит влево, что и требуется.
Некоторые особые случаи применения неподвижных люнетов. Иногда обработка жесткой детали затрудняется или даже оказывается невозможной ввиду недостаточной прочности закрепления ее только в патроне. Если использовать задний центр почему-либо нельзя, применяют неподвижный люнет, как, например, при обтачивании торца вала, не имеющего центрового отверстия.
Создано 29.05.2014 Изменено 29.05.2014






![pentobarbital-natrium kaufen jhm9lely{@}duck[.]com Wie Sie ohne Schmerzen sterben können – Nembutal-Natrium rezeptfrei kaufen](https://www.prostanki.com/img/boardpics/2025_03/XfkZwJgK72klW76WsU9w_reg.jpg)




